KP1231472040

PROTOTYPE SISTEM AUTODETEKSI PART NG
DI PT RODA PRIMA LANCAR

Disusun Oleh :
|
NIM
|
: 1231472040
|
|
Nama
|
: Fibi Rembiyat Moko
|
SEKOLAH TINGGI MANAJEMEN DAN ILMU KOMPUTER
TANGERANG
2016/2017
SEKOLAH TINGGI MANAJEMEN DAN ILMU KOMPUTER
(STMIK) RAHARJA
LEMBAR PENGESAHAN SKRIPSI
PROTOTIPE ROBOT PENGANTAR MAKANAN BERBASIS ARDUINO
MEGA DENGAN INTERFACE WEB BROWSER PADA SMK
YUPPENTEK 1 TANGERANG
Disusun Oleh :
|
NIM
|
: 1233473172
|
|
Nama
|
: Muhammad Nur Rifai
|
Disahkan Oleh :
Tangerang, 19 Januari 2017
|
Ketua
|
Kepala Jurusan
| ||||
|
STMIK RAHARJA
|
Jurusan Sistem Komputer
| ||||
|
(Ir. Untung Rahardja, M.T.I)
|
(Ferry Sudarto, S.Kom, M.Pd)
| ||||
|
NIP : 99001
|
NIP : 10001
|
SEKOLAH TINGGI MANAJEMEN DAN ILMU KOMPUTER
(STMIK) RAHARJA
LEMBAR PERSETUJUAN PEMBIMBING
PROTOTIPE ROBOT PENGANTAR MAKANAN BERBASIS ARDUINO
MEGA DENGAN INTERFACE WEB BROWSER PADA SMK
YUPPENTEK 1 TANGERANG
Dibuat Oleh :
|
NIM
|
: 1233473172
|
|
Nama
|
: Muhammad Nur Rifai
|
Telah disetujui untuk dipertahankan dihadapan Tim Penguji Ujian Komprehensif
Jurusan Sistem Komputer
Konsentrasi Computer System
Disetujui Oleh :
Tangerang, 19 Januari 2017
|
Pembimbing I
|
Pembimbing II
| ||
|
NID : 06121
|
NID : 07131
|
SEKOLAH TINGGI MANAJEMEN DAN ILMU KOMPUTER
(STMIK) RAHARJA
LEMBAR PERSETUJUAN DEWAN PENGUJI
PROTOTIPE ROBOT PENGANTAR MAKANAN BERBASIS ARDUINO
MEGA DENGAN INTERFACE WEB BROWSER PADA SMK
YUPPENTEK 1 TANGERANG
Dibuat Oleh :
|
NIM
|
: 1233473172
|
|
Nama
|
: Muhammad Nur Rifai
|
Disetujui setelah berhasil dipertahankan dihadapan Tim Penguji Ujian
Komprehensif
Jurusan Sistem Komputer
Konsentrasi Sistem Komputer
Tahun Akademik 2016/2017
Disetujui Penguji :
Tangerang, 19 Januari 2017
|
Ketua Penguji
|
Penguji I
|
Penguji II
| ||
|
(_______________)
|
(_______________)
|
(_______________)
| ||
|
NID :
|
NID :
|
NID :
|
SEKOLAH TINGGI MANAJEMEN DAN ILMU KOMPUTER
(STMIK) RAHARJA
LEMBAR KEASLIAN SKRIPSI
PROTOTIPE ROBOT PENGANTAR MAKANAN BERBASIS ARDUINO
MEGA DENGAN INTERFACE WEB BROWSER PADA SMK
YUPPENTEK 1 TANGERANG
Disusun Oleh :
|
NIM
|
: 1233473172
|
|
Nama
|
: Muhammad Nur Rifai
|
|
Jenjang Studi
|
: Strata Satu
|
|
Jurusan
|
: Sistem Komputer
|
|
Konsentrasi
|
: CCIT
|
Menyatakan bahwa Skripsi ini merupakan karya tulis saya sendiri dan bukan merupakan tiruan, salinan, atau duplikat dari Skripsi yang telah dipergunakan untuk mendapatkan gelar Sarjana Komputer baik di lingkungan Perguruan Tinggi Raharja maupun di Perguruan Tinggi lain, serta belum pernah dipublikasikan.
Pernyataan ini dibuat dengan penuh kesadaran dan rasa tanggung jawab, serta bersedia menerima sanksi jika pernyataan diatas tidak benar.
Tangerang, 19 Januari 2016
|
Muhammad Nur Rifai
|
|
NIM : 1233473172
|
)*Tandatangan dibubuhi materai 6.000;
ABSTRAKSI
Isi disini.
Kata Kunci: disini.
ABSTRACT
Isi disini.
Keywords: disini.
Daftar isi
BAB I
=PENDAHULUAN
=1.1 Latar Belakang
Dalam persaingan dunia usaha yang semakin ketat, perusahaan lebih memperhatikan besar biaya yang dikeluarkan. PT Roda Prima Lancar merupakan salah satu perusahaan yang bergerak dibidang produksi Spare part sepeda motor. PT Roda Prima Lancar sangat memperhatikan aspek yang dapat merugikan dalam proses produksi. Baik itu barang yang berasal dari supplier maupun barang yang gagal dalam produksi. Dengan adanya improvement dan efesiensi dapat mengurangi biaya yang dikeluarkan dalam proses produksi di PT Roda Prima Lancar.
Saat ini kemajuan teknologi dalam bidang sensor dan smartphone semakin canggih, sehingga setiap orang bisa mendapatkan informasi maupun data dengan cepat dan akurat. Dengan adanya kemajuan tersebut mempermudah dalam pengambilan keputusan dan mengetahui kendala–kendala yang terjadi dalam produksi, terlebih dalam penanganan barang NG/Not Good (barang cacat hasil produksi) dengan cara mengindentifikasi jenis masalah yang ada dari barang yang diproduksi.
Pada PT Roda Prima Lancar sistem pendataan masih berjalan secara manual. Dalam proses pengecekan barang di PT Roda Prima Lancar juga masih menggunakan sumber daya manusia untuk menyeleksi antara barang NG maupun barang yang OK. Karena kelemahan proses pengecekan mengakibatkan barang NG dapat terkirim ke konsumen sehingga berpengaruh pada buruknya nama perusahaan dimata konsumen. Apabila barang NG tidak segera ditangani mengakibatkan kerugian pada PT Roda Prima Lancar karena akan menambah Cost dalam produksi. Untuk penyelesaian masalah tersebut dibutuhkan alat dan sistem yang dapat menganalisa kapan dan bagaimana barang NG itu dapat terjadi, serta dapat mengidentifikasi apabila adanya barang NG, sehingga pihak Quality Control dapat mengetahui dan mengatasi masalah. Dari hasil wawancara yang dilakukan dapat disimpulkan bahwa PT Roda Prima Lancar membutuhkan sebuah alat untuk melakukan pengecekan secara otomatis yang mampu memisahkan antara barang OK dan barang NG sesuai jenis dan macam–macam kriteria permasalahan. Alat tersebut dapat memberikan peringatan apabila masalah terjadi melalui smart phone maupun komputer agar mempermudah Quality Control dalam mengatasi masalah, Berdasarkan uraian diatas dapat disimpulkan bahwa PT Roda Prima Lancar membutuhkan alat pendeteksi otomatis barang NG dalam melakukan pengecekan barang. Penulis berharap dengan adanya alat tersebut dapat mengurangi permasalahan yang ada. Dari penjelasan yang telah diuraikan diatas penulis melakukan penelitian agar dapat memberikan solusi dalam mengatasi masalah yang di implementasikan dalam pemenuhan tugas Kuliah Kerja Praktek di perguruan tinggi Raharja yang berjudul “SISTEM PROTOTYPE SISTEM AUTODETEKSI PART NG DI PT. RODA PRIMA LANCAR.”
1.2 Rumusan Masalah
Masalah yang akan dibahas pada penelitian ini agar sesuai dengan tujuan yang hendak dicapai :
- Bagaimana proses penyampaian informasi dari operator sortir ke quality control jika terjadi masalah?
- Bagaimana cara proses sortir yang sedang berjalan?
- Apa yang diperlukan untuk mempermudah identifikasi dan pendataan barang NG?
1.3 Ruang Lingkup Penelitian
Karna banyaknya jenis barang yang diproduksi serta luasnya masalah dalam penanganan dan pendataan barang NG di PT Roda Prima Lancar, adapun batasan yang akan dibahas dari proses awal produksi sampai pendataan akhir. Berikut ini adalah poin – poin yang akan menjadi batasan masalah :
- Jenis barang dan jenis masalahnya Penyeleksian barang OK dan barang NG
- Informasi yang cepat dan akurat
- Perbandingan antara barang OK dan barang NG
- Bentuk laporan data
1.4 Tujuan Dan Manfaat Penelitian
<p align="justify">1.4.1 Tujuan Penelitian</p>
<p align="justify">Tujuan pada alat autodeteksi barang NG pada PT. Roda Prima Lancar adalah sebagai berikut : </p>
- Untuk meminimalisir terjadinya kelolosan barang NG akibat kurang focus nya pengecekan yang dilakukan secara manual.Memberikan informasi langsung kepada Quality Control jika terjadi masalah dengan kualitas barang.
- Laporan data yang cocok antara actual dilapangan dengan data yang masuk ke laporan kantor.
<p align="justify">1.4.2 Tujuan Penelitian</p>
<p align="justify">Manfaat penelitian yang dilakukan mengenai alat autodeteksi barang NG pada PT. Roda Prima Lancar adalah sebagai berikut : </p>
- Terkontrolnya barang NG agar tidak terjadi berulang.
- Dapat mengetahui sebab dan akibat terjadinya barang NG.
- Memberikan kemudahan Quality Control untuk mendapatkan data agar dapat segera menangani masalah yang terjadi.
Dalam hal teknik pengumpulan data yang di lakukan penulis pada penyusunan laporan KKP ini adalah sebagai berikut :
Penulis melaksanakan metode ini untuk mendapatkan data dengan pengamatan secara langsung ke PT. Roda Prima Lancar untuk melakukan penelitan, pemantauan, ataupun terlibat secara langsung dengan prosedur sistem yang berjalan pada saat ini.
Penulis melakukan wawancara kepada Quality Control dan Kepala Bagian untuk memperkuat dan memperjelas temuan saat observasi yang merupakan pelaku sistem pada saat ini.
Penulis melakukan metode ini untuk memenuhi informasi penelitian, sehingga berusaha mendapatkan data dengan cara melihat, membaca, serta mencoba menafsirkan dan mengembangkan informasi yang berkaitan dengan masalah yang dibicarakan sebagai penunjang penelitian.
Untuk memahami lebih jelas tentang penulisan penelitian ini, maka dikelompokkan materi penulisan menjadi 5 (lima) bab yang masing-masing saling berkaitan antara bab satu dengan yang lainya, sehingga menjadi satu kesatuan yang utuh, yaitu:</a>
BAB I PENDAHULUAN
Bab ini berisi tentang uraian latar belakang, perumusan masalah, tujuan dan manfaat penulisan, ruang lingkup, metode penelitian, dan sistematika penulisan.
BAB II LANDASAN TEORI
Bab ini berisi tentang uraian mengenai teori-teori dasar yang akan mendukung pembahasan masalah, serta cara berfikir dalam penyusunan KKP ini. Uraian tersebut menjelaskan tentang Mikrokontroler , serta beberapa komponen pendukung.
BAB III ANALISIS SISTEM YANG BERJALAN
Bab ini berisi tentang gambaran umum objek yang diteliti meliputi sejarah singkat,wewenang dan tanggung jawab,permasalahan yang dihadapi,dll.
BAB IV PENUTUP
Pada bab ini berisikan kesimpulan dan saran berdasarkan rumusan masalah, tujuan dan manfaat serta metodologi yang telah dilakukan oleh peneliti.
DAFTAR PUSTAKA
LAMPIRAN
BAB II
LANDASAN TEORI
Untuk mendukung pembuatan laporan ini, maka perlu dikemukakan hal-hal atau teori-teori yang berkaitan dengan permasalahan dan ruang lingkup pembahasan sebagai landasan dalam pembuatan laporan ini.
Suatu konsep dasar sistem sangat diperlukan untuk menentukan perancangan sebuah sistem. Oleh karna itu kita harus mengetahui apakah konsep dasar sistem itu. Dimana inti sebuah sistem itu terdiri dari kumpulan prosedur dan element yang saling terhubung dan menjadi sebuah kesatuan.
2.1.2 Pengertian Sistem
Berikut ini adalah beberapa pengertian sistem menurut beberapa ahli,diantaranya :
- Menurut Tata Sutabri (2012:22), sistem merupakan suatu bentuk integrasi antara satu komponen dengan komponen lain karena sistem memiliki sasaran yang berbeda untuk setiap kasus yang terjadi dalam sistem tersebut
- Menurut Mustakini (2009:34), bahwa Sistem (system) dapat didefiniskan dengan pendekatan prosedur dan dengan pendekatan komponen.
Berdasarkan beberapa pengertian diatas mengenai sistem, dapat disimpulkan bahwa suatu sistem merupakan kumpulan elemen-elemen yang saling berkaitan dan berinteraksi untuk mencapai suatu tujuan tertentu. Terdapat dua kelompok pendekatan didalam pendefinisian sistem, yaitu :
- Pendekatan yang menekankan pada prosedur, mendefinisikan sistem sebagai suatu jaringan kerja dari prosedur-prosedur yang saling berhubungan, berkumpul bersama-sama untuk melakukan suatu kegiatan atau untuk menyelesaikan suatu sasaran tertentu.
- Pendekatan yang menekan pada elemen atau komponen, mendefisinikan sistem sebagai kumpulan dari elemen-elemen yang berinteraksi untuk mencapai suatu tujuan tertentu.
2.1.3 Konsep Sistem Informasi
Tata Sutabri (2012:47) mengemukakan bahwa “Sistem informasi terdiri dari komponen-komponen yang disebut blok bangunan (Building Block), yang terdiri dari blok masukan, blok model, blok keluaran, blok teknologi, blok basis data, dan blok kendali. Sebagai suatu sistem, keenam blok bangunan tersebut masing-masing saling berinteraksi satu dengan yang lain membentuk suatu kesatuan untuk mencapai sasaran”. Blok bangunan itu terdiri dari:
- Blok Masukan (Input Block)
Input mewakili data yang masuk ke dalam sistem informasi. Input disini termasuk metode-metode dan media untuk menangkap data yang akan dimasukkan, yang dapat berupa dokumen-dokumen dasar.
- Blok Model (Model Block)
Blok ini terdiri dari kombinasi prosedur, logika dan model matematik yang akan memanipulasi data input dan data yang tersimpan di basis data dengan cara yang sudah tertentu untuk menghasilkan keluaran yang diinginkan.
- Blok Keluaran (Output Block)
Produk dari sistem informasi adalah keluaran yang merupakan informasi yang berkualitas dan dokumentasi yang berguna untuk semua tingkatan manajemen serta semua pemakai sistem.
- Blok Teknologi (Technology Block)
Teknologi digunakan untuk menerima input, menjalankan model, menyimpan dan mengakses data, menghasilkan dan mengirimkan keluaran dan membantu pengendalian dari sistem secara keseluruhan. Blok teknologi terdiri dari teknisi (Humanware atau Brainware), perangkat lunak (Software) dan perangkat keras (Hardware).
- Blok Basis Data (Database Block)
Basis data (Database) merupakan kumpulan dari data yang saling berhubungan satu dengan yang lainnya, tersimpan di perangkat keras komputer dan digunakan perangkat lunak untuk memanipulasinya. Basis data diakses atau dimanipulasi dengan menggunakan perangkat lunak paket yang disebut dengan DBMS (Database Management Systems).
- Blok Kendali (Controls Block)
Beberapa pengendalian perlu dirancang dan diterapkan untuk meyakinkan bahwa hal-hal yang dapat merusak sistem dapat dicegah ataupun bila terlanjur terjadi kesalahan-kesalahan dapat langsung cepat diatasi.
- <a name="_Toc471313068" id="_Toc471313068">Klasifikasi Sistem Informasi</a>
Sistem informasi dapat dibentuk sesuai kebutuhan organisasi masing-masing. Oleh karena itu, untuk dapat menerapkan sistem yang efektif dan efisien diperlukan perencanaan, pelaksanaan, pengaturan, dan evaluasi sesuai keinginan masing-masing organisasi. Klasifikasi sistem informasi tersebut sebagai berikut :
- Sistem informasi berdasarkan level organisasi
Dikelompokkan menjadi level operasional, level fungsional dan level manajerial.
- Sistem informasi berdasarkan aktifitas manajemen
Dikelompokkan menjadi sistem informasi perbankan, sistem informasi akademik, sistem informasi kesehatan, sistem informasi asuransi dan sistem informasi perhotelan.
- Sistem informasi berdasarkan fungsionalitas bisnis
Dikelompokkan menjadi sistem informasi akuntansi, sistem informasi keuangan, sistem informasi manufaktur, sistem informasi pemasaran dan sistem informasi sumber daya manusia.
- <a name="_Toc471313069" id="_Toc471313069">Tujuan Sistem Informasi</a>
Tujuan dari sistem informasi adalah menghasilkan informasi (Information) dari bentuk data yang diolah menjadi bentuk yang berguna bagi para pemakainya. (Jogiyanto H.M., 2010:13).
Tujuan sistem informasi terdiri dari Kegunaan (Usefulness), Ekonomi (Economic), Keandalan (Realibility), Pelayanan Langganan (Customer Service), Kesederhanaan (Simplicity), dan Fleksibilitas (Fleksibility).
- Kegunaan (Usefulness)
Sistem harus menghasilkan informasi yang akurat, tepat waktu, dan relevan untuk pengambilan keputusan manajemen dan personil operasi di dalam organisasi.
- Kegunaan (Usefulness)
Semua bagian komponen sistem termasuk laporan-laporan, pengendalian-pengendalian, mesin-mesin harus menyumbang suatu nilai manfaat setidak-tidaknya sebesar biaya yang dibutuhkan.
- Kegunaan (Usefulness)
Keluaran sistem harus mempunyai tingkatan ketelitian yang tinggi dan sistem itu sendiri harus mampu beroperasi secara efektif bahkan pada waktu komponen manusia tidak hadir atau saat komponen mesin tidak beroperasi secara temporer.
- Kegunaan (Usefulness)
Sistem harus memberikan pelayanan dengan baik atau ramah kepada para pelanggan. Sehingga sistem tersebut dapat diminati oleh para pelanggannya.
- Kegunaan (Usefulness)
Sistem harus cukup sederhana sehingga terstruktur dan operasinya dapat dengan mudah dimengerti dan prosedurnya mudah diikuti.
- Kegunaan (Usefulness)
Sistem harus cukup fleksibel untuk menangani perubahan-perubahan yang terjadi, kepentingannya cukup beralasan dalam kondisi dimana sistem beroperasi atau dalam kebutuhan yang diwajibkan oleh organisasi.
- <a name="_Toc471313070" id="_Toc471313070">Konsep Dasar Analisis Sistem</a>
- Definisi Analisis Sistem
Menurut Yakub (2012:142), Analisa sistem dapat diartikan sebagai suatu proses untuk memahami sistem yang ada, dengan menganalisa jabatan dan uraian tugas (business users), proses bisnis (business process), ketentuan atau aturan (business rule), masalah dan mencari solusinya (business problem and business soulution), dan rencana-rencana perusahaan (business plan).
Menurut Mulyanto (2009:125), Analisa sistem adalah teori sistem umum yang sebagai sebuah landasan konseptual yang mempunyai tujuan untuk memperbaiki berbagai fungsi didalam sistem yang sedang berjalan agar menjadi lebih efisien, mengubah sasaran sistem yang sedang berjalan, merancang/mengganti output yang sedang digunakan, untuk mencapai tujuan yang sama dengan seperangkat input yang lain (bisa jadi lebih sederhana dan lebih interaktif) atau melakukan beberapa perbaikan serupa.
Berdasarkan beberapa pendapat para ahli yang dikemukakan di atas dapat ditarik kesimpulan bahwa analisis sistem adalah suatu proses sistem yang secara umum digunakan sebagai landasan konseptual yang mempunyai tujuan untuk memperbaiki berbagai fungsi didalam suatu sistem tertentu.
- Tahap-tahap Analisis Sistem
Menurut Mulyanto (2009:126), Tahap analisis sistem merupakan tahap yang kritis dan sangat penting, karena kesalahan di dalam tahap ini akan menyebabkan juga kesalahan di tahap selanjutnya. Tahapan ini bisa merupakan tahap yang mudah jika client sangat paham dengan masalah yang dihadapi dalam organisasinya dan tahu betul fungsionalitas dari sistem informasi yang akan dibuat. Tetapi tahap ini bisa menjadi tahap yang paling sulit jika client tidak bisa mengidentifikasi kebutuhannya atau tertutup terhadap pihak luar yang ingin mengetahui detail-detail proses bisnisnya.
Menurut Mulyanto (2009:129), Di dalam tahap analisis sistem terdapat langkah-langkah dasar yang harus dilakukan oleh seorang analis sistem, diantaranya adalah:
- Identify, yaitu proses yang dilakukan untuk mengidentifikasi masalah.
- Understand, yaitu memahami kerja dari sistem yang ada.
- Analysis, yaitu melakukan analisa terhadap sistem.
- Report, yaitu membuat laporan dari hasil analisis yang telah dilakukan dalam kurun waktu tertentu.
- <a name="_Toc471313071" id="_Toc471313071">Fungsi Analisis Sistem</a>
Adapun fungsi analisa sistem adalah sebagai berikut :
- Mengidentifikasi masalah–masalah kebutuhan pemakai (user).
- Menyatakan secara spesifik sasaran yang harus dicapai untuk memenuhi kebutuhan pemakai.
- Memilih alternatif–alternatif metode pemecahan masalah yang paling tepat.
- Merencanakan dan menerapkan rancangan sistemnya. Pada tugas atau fungsi terakhir dari analisa sistem menerapkan rencana rancangan sistemnya yang telah disetujui oleh pemakai.
- <a name="_Toc471313072" id="_Toc471313072">Konsep Dasar Teknologi Informasi</a>
Untuk mengetahui pengertian teknologi informasi terlebih dahulu kita harus mengerti pengertian dari teknologi dan informasi itu sendiri. Berikut ini pengertian teknologi dan informasi :
Teknologi adalah pengembangan dan aplikasi dari alat, mesin, material dan proses yang menolong manusia menyelesaikan masalahnya, sedangkan informasi adalah hasil pemrosesan, manipulasi dan pengorganisasian/penataan dari sekelompok data yang mempunyai nilai pengetahuan (knowledge) bagi penggunanya.
Pengertian teknologi informasi menurut beberapa ahli teknologi informasi :
Teknologi Informasi adalah study atau peralatan elektronika, terutama komputer, untuk menyimpan, menganalisa, dan mendistribusikan informasi apa saja, termasuk kata-kata, bilangan, dan gambar (kamus Oxford, 1995)
Menurut Daryanto (2010:3), "Teknologi informasi adalah sub- sistem atau sistem bagian dari sistem informasi".
<a name="_Toc467506382" id="_Toc467506382"></a><a name="_Toc467506226" id="_Toc467506226"></a><a name="_Toc464122831" id="_Toc464122831"></a><a name="_Toc464122526" id="_Toc464122526">Teknologi Informasi adalah suatu teknologi yang digunakan untuk mengolah data, termasuk memproses, mendapatkan, menyusun, menyimpan, memanipulasi data dalam berbagai cara untuk menghasilkan informasi yang berkualitas, yaitu informasi yang relevan, akurat dan tepat waktu, yang digunakan untuk keperluan pribadi, bisnis, dan pemerintahan dan merupakan informasi yang strategis untuk pengambilan keputusan. Teknologi yang memanfaatkan komputer sebagai perangkat utama untuk mengolah data menjadi informasi yang bermanfaat.</a>
- <a name="_Toc471313073" id="_Toc471313073">Konsep Dasar Prototipe</a>
- <a name="_Toc467506384" id="_Toc467506384"></a><a name="_Toc467506228" id="_Toc467506228">Definisi Prototipe</a><a name="_Toc467506385" id="_Toc467506385"></a><a name="_Toc467506229" id="_Toc467506229"></a>
Menurut Simarmata (2010:62), “Prototipe adalah bagian dari produk yang mengekspresikan logika maupun fisik antarmuka eksternal yang ditampilkan”. <a name="_Toc467506386" id="_Toc467506386"></a><a name="_Toc467506230" id="_Toc467506230"></a>
Menurut Mall (2009:43), “Prototype is a toy implementation of the system”( Prototipe adalah sebuah implementasi tiruan dari sebuah sistem) <a name="_Toc467506387" id="_Toc467506387"></a><a name="_Toc467506231" id="_Toc467506231"></a>
Dari kedua definisi tersebut maka dapat disimpulkan bahwa prototipe adalah contoh dari produk atau sistem dalam bentuk sebenarnya yang dapat dirubah sesusai keinginan sebelum direalisasikan.
- <a name="_Toc467506388" id="_Toc467506388"></a><a name="_Toc467506232" id="_Toc467506232">Jenis – Jenis Prototipe</a><a name="_Toc467506389" id="_Toc467506389"></a><a name="_Toc467506233" id="_Toc467506233"></a>
Jenis – jenis Prototipe secara general dibagi menjadi dua, yaitu :
- <a name="_Toc467506390" id="_Toc467506390"></a><a name="_Toc467506234" id="_Toc467506234">Rapid Throwaway Prototyping</a><a name="_Toc467506391" id="_Toc467506391"></a><a name="_Toc467506235" id="_Toc467506235"></a>
Pendekatan pengembangan keras/lunak ini dipopulerkan oleh Gomaa dan Scoot (1981) yang saat ini telah digunakan secara luas oleh industri, terutama di dalam pengembangan aplikasi. Pendekatan ini biasanya digunakan dengan item yang beresiko tinggi (high-risk) atau dengan bagian dari sistem yang tidak dimengerti secara keseluruhan oleh para tim pengembang. Pada pendekatan ini, Prototipe “quick and dirty” dibangun, diverifikasi oleh konsumen dan dibuang hingga prototipe yang diinginkan tercapai pada saat proyek berskala besar dimulai.
- <a name="_Toc467506392" id="_Toc467506392"></a><a name="_Toc467506236" id="_Toc467506236">Prototype Evolusioner</a><a name="_Toc467506393" id="_Toc467506393"></a><a name="_Toc467506237" id="_Toc467506237"></a>
Pada pendekatan evolusioner, suatu prototipe berdasarkan kebutuhan dan pemahan secara umum. Prototipe kemudian diubah dan dievolusikan daripada dibuang. Prototipe yang dibuang biasanya digunakan dengan aspek sistem yang dimengerti secara luas dan dibangun atas kekuatan tim pengembang. Prototipe ini juga didasarkan atau kebutuhan prioritas, kadang – kadang diacu sebagai “chunking” pada pengembang aplikasi (Hough,1993). <a name="_Toc467506394" id="_Toc467506394"></a><a name="_Toc467506238" id="_Toc467506238"></a>
- Kelebihan dan Kelemahan Prototipe<a name="_Toc467506395" id="_Toc467506395"></a><a name="_Toc467506239" id="_Toc467506239"></a>
Kelebihan dan kelemahan prototipe adalah sebagai berikut :
- Kelebihan :
- <a name="_Toc467506397" id="_Toc467506397"></a><a name="_Toc467506241" id="_Toc467506241">Adanya komunikasi yang baik antara pengembang dan user.</a><a name="_Toc467506398" id="_Toc467506398"></a><a name="_Toc467506242" id="_Toc467506242"></a>
- Pengembang dapat bekerja lebih baik dalam menentukan kebutuhan user.<a name="_Toc467506399" id="_Toc467506399"></a><a name="_Toc467506243" id="_Toc467506243"></a>
- User berperan aktif dalam pengembangan sistem.<a name="_Toc467506400" id="_Toc467506400"></a><a name="_Toc467506244" id="_Toc467506244"></a>
- Lebih menghemat waktu dalam pengembangan sistem<a name="_Toc467506401" id="_Toc467506401"></a><a name="_Toc467506245" id="_Toc467506245"></a>
- Penerapan menjadi lebih mudah karena pemakai mengetahui apa yang diharapkannya.
- <a name="_Toc467506402" id="_Toc467506402"></a><a name="_Toc467506246" id="_Toc467506246">Kekurangan :</a><a name="_Toc467506403" id="_Toc467506403"></a><a name="_Toc467506247" id="_Toc467506247"></a>
- User kadang tidak melihat atau menyadari bahwa perangkat lunak yang ada belum mencantumkan kualitas perangkat lunak secara keseluruhan dan juga belum memikirkan kemampuan pemeliharaan untuk jangka waktu lama.<a name="_Toc467506404" id="_Toc467506404"></a><a name="_Toc467506248" id="_Toc467506248"></a>
- Pengembang biasanya ingin cepat menyelesaikan proyek. Sehingga menggunakan algoritma dan bahasa pemrograman yang sederhana untuk membuat prototyping lebih cepat selesai tanpa memikirkan lebih lanjut bahwa program tersebut hanya merupakan cetak biru sistem .<a name="_Toc467506405" id="_Toc467506405"></a><a name="_Toc467506249" id="_Toc467506249"> </a>
- Hubungan user dengan komputer yang disediakan mungkin tidak mencerminkan teknik.
- <a name="_Toc471313074" id="_Toc471313074">Teori Khusus</a>
- <a name="_Toc471313075" id="_Toc471313075">Konsep dasar Flow Chart</a>
- <a name="_Toc467506252" id="_Toc467506252"></a><a name="_Toc467506408" id="_Toc467506408"></a>Pengertian Flow Chart
Gambaran dalam bentuk diagram alur dari algoritma-algoritma dalam suatu program, yang menyatakan arah alur program tersebut. Berikut adalah beberapa symbol yang digunakan dalam menggambar suatu flow chart dijelaskan pada tabel2.1(pahlevy, 2010).
Tabel 2.1 Simbol Flow Chart
- <a name="_Toc471313076" id="_Toc471313076">Unified Modelling Language </a>(UML)
- Definisi UML
Menurut Nugroho (2009:4), UML (Unified Modeling Language) adalah Metodologi kolaborasi antara metode-metode Booch, OMT (Object Modeling Technique), serta OOSE (Object Oriented Software Enggineering) dan beberapa metode lainnya, merupakan metodologi yang paling sering digunakan saat ini untuk analisa dan perancangan sistem dengan metodologi berorientasi objek mengadaptasi maraknya penggunaan bahasa “pemrograman berorientasi objek” (OOP).
Menurut Widodo, (2011:6), “UML adalah bahasa pemodelan standar yang memiliki sintak dan semantik”.
Pengertian yang dikemukanan dari para ahli di atas maka dapat disimpulkan Unified Modeling Languege (UML) adalah menggambarkan bangunan dasar sistem dengan perangkat lunak agar dapat dipahami selama fase analisis dan desainnya.
- Tipe-tipe Diagram Unified Modeling Languege (UML)
Menurut Yasin (2012:268) “Merupakan sintak umum untuk model logika dari suatu sistem dan digunakan untuk menggambar sistem agar dapat dipahami selama fase analisis dan desain. UML biasanya disajikan dalam bentuk diagram/gambar yang meliputi class beserta atribut dan operasinya, serta hubungan antar class”. UML terdiri dari banyak diagram yaitu:
- Definisi Use Case Diagram
Use Case Diagram adalah gambar dari beberapa atau seluruh actor dan use case dengan tujuan mengenali interaksi mereka dalam suatu sistem dan rangkaian/uraian sekelompok yang saling terkait dan membentuk sistem secara teratur yang dilakukan atau diawasi oleh sebuah aktor. Use case digunakan untuk membentuk tingkah laku benda/thing dalam sebuah mode serta direalisasikan oleh sebuah collaborator, umumnya use case digambarkan dengan sebuah elips dengan garis yang solid, biasanya mengandung nama. Use case diagram terdiri dari :
- Use Case Relationship
Use Case Relationship adalah suatu hubungan, baik itu antara actor dan use case atau antara use case dan use case. Hubungan antara actor dan use case disebut dengan communication association.
- Association/Directed Association
Asosiasi adalah hubungan statis antar elemen. Umumnya menggambarkan elemen yang memiliki atribut berupa elemen lain, atau elemen yang harus mengetahui eksistensi elemen lain. Tanda panah menunjukan arah query antar elemen.
- Generalization/pewaris
Pewaris merupakan hubungan hirarkis antar elemen. Elemen dapat diturunkan dari elemen lain dan mewarisi semua atribut dan metode elemen asalnya dan menambahkan fungsionalitas baru, sehingga disebut anak dari elemen yang diwarisinya. Kebalikan dari pewarisan adalah generalisasi.
- Definisi Activity Diagram
Activity diagram menggambarkan rangkaian aliran dari aktivitas, digunakan untuk aktivitas lainnya seperti use case atau interaksi. Activity diagram berupa flow chart yang digunakan untuk memperlihatkan aliran kerja sistem. Activity diagram juga dapat menggambarkan proses paralel yang mungkin terjadi pada beberapa eksekusi. Activity diagram merupakan state diagram khusus, di mana sebagian besar state adalah action dan sebagian besar transisi di-trigger oleh selesainya state sebelumnya (internal processing). Oleh karena itu activity diagram tidak menggambarkan behaviour internal sebuah sistem (dan interaksi antar subsistem) secara eksak, tetapi lebih menggambarkan proses-proses dan jalur-jalur aktivitas dari level atas secara umum. Notasi yang digunakan dalam activity diagram adalah sebagai berikut:
- Activity
Notasi yang menggambarkan pelaksanaan dari beberapa proses dari aliran pekerjaan.
- Transition
Notasi yang digunakan untuk memperlihatkan jalan aliran control dari activity ke activity.
- Decision
Notasi yang menandakan control cabang aliran berdasarkan decision point.
- Sychromization Bar
Aliran kerja notasi ini menandakan bahwa beberapa aktivitas dapat diselesaikan secara bersamaan (pararel).
- Definisi Sequence Diagram
Sequence diagram menggambarkan kolaborasi dinamis antara sejumlah objek dan untuk menunjukan rangkaian pesan yang dikirim antar objek juga interaksi antar objek, sesuatu yang terjadi pada titik tertentu dalam eksekusi sistem. Sequence diagram menjelaskan interaksi objek yang disusun berdasarkan urutan waktu. Secara mudahnya sequence diagram adalah gambaran tahap demi tahap yang seharusnya dilakukan untuk menghasilkan sesuatu sesuai dengan use case diagram.
Dalam sequence model yaitudiagram terdapat 2:
- Actor, untuk menggambarkan pengguna sistem.
- Lifeline, untuk menggambarkan kelas dan objek.
- Tujuan Unified Modeling Languege (UML)
Tujuan UML terdiri dari: Yasin (2012:268)
- Memberikan model yang siap jadi, bahasa permodelan visual yang ekspresif untuk mengembangkan sistem dan yang dapat saling menukar model dengan mudah dan mengerti secara umum.
- Memberikan bahasa permodelan yang bebas dari berbagai bahasa pemograman dan proses rekayasa.
- Menyatukan praktek-praktek terbaik yang terdapat dalam permodelan.
- <a name="_Toc471313077" id="_Toc471313077">Mikrokontroler</a>
- Pengertian Mikrokontroler
Mikrokontroler (pengendali mikro) pada suatu rangkaian elektronik berfungsi sebagai pengendali yang mengatur jalannya proses kerja dari rangkaian elektronik. Didalam sebuah IC mikrokontroler terdapat CPU, memori, timer, saluran komunikasi serial dan paralel, port input/output, ADC, dll. Mikrokontroler digunakan dalam sistem elektronik modern, seperti: sistem manajemen mesin mobil, keyboard komputer, instrument pengukuran elektronik (seperti multimeter digital, synthesizer frekuensi, dan osiloskop), televisi, radio, telepon digital, mobile phone, microwave oven, IP Phone, printer, scanner, kulkas, pendingin ruangan, CD/DVD player, kamera, mesin cuci, PLC (Programmable Logic Controller), Robot, Sistem otomasi, sistem akusisi data, sistem keamanan, peralatan medis (MRI, CT SCAN, ECG, EEG, USG), sistem EDC (Electronic Data Capture), mesin ATM, modem, router, dll.
- Sejarah Mikrokontroler
Sejarah mikrokontroler tidak terlepas dari sejarah mikroprosesor.Berikut ini sejarah mikroprosesor dan mikrokontroler :
- Tahun 1971, Intel 4004 adalah mikroprosesor pertama. Intel 4004 dibuat untuk dikembangkan oleh Intel (Integrated Eletronics). Intel membuat mikroprosesor Intel 4004 menggunakan 2250 transistor. Intel 4004 merupakan mikroprosesor 4 bit. Kemudian pada tahun 1974, Intel membuat mikroprosesor generasi kedua (Intel 8008), Intel 8008 merupakan mikroprosesor 8 bit.
Gambar 2.1 Intel 4004
- Tahun 1972, TMS1000 adalah mikrokontroler pertama. TMS1000 merupakan mikrokontroler 4 bit. Mikrokontroler TMS1000 dibuat oleh Gary Boone dari Texas Instrument.
Gambar 2.2 Mikrokontroler TMS1000
- Tahun 1974, beberapa pabrikan IC menawarkan mikroprosesor dan pengendali menggunakan mikroprosesor. Mikroprosesor yang ditawarkan pada saat itu yaitu Intel 8080, 8085, Motorola 6800, Signetics 6502, Zilog Z80, dan Texas Instruments 9900 (16 bit).
- Tahun 1976, dibuat Intel 8048, yang merupakan mikrokontroler Intel pertama.
- Tahun 1978, mikroprosesor 16 bit menjadi umum digunakan yaitu Intel 8086, Motorola 6800 dan zilog Z80. Sejak saat itu pabrikan mikroprosesor terus mengembangkan mikroprosesor yang dikembangkan termasuk 32 bit device seperti Intel Pentium, Motorola dragonball, dan beberapa mikrokontroler yang menggunakan ARM core.
- Tahun 1980, Intel 8051atau lebih dikenal dengan mikrokontroler MCS51. MCS51 adalah mikrokontroler CISC 8 bit.
- Tahun 1996, mikrokontroler Atmel AVR dibuat oleh Atmel. Atmel AVR adalah salah satu mikrokontroler yang banyak digunakan sampai dengan saat ini. AVR adalah mikrokontroler RISC (Reduce Instruction Set Computing) 8 bit berdasarkan arsitektur Harvard.
- Mikrokontroler AVR
AVR mempunyai kepanjangan Advanced Versatile RISC atau Alf and Vegard’s Risc processor yang berasal dari nama dua mahasiswa Norwegian Institute of Technology (NTH), yaitu Alf-Egil Bogen dan Vegard Wollan. Secara umum mikrokontroler AVR dapat dikelompokan menjadi 5 Kelompok, yaitu keluarga ATtiny, AT90Sxx, ATMega, AVR XMega, dan AVR 32 UC3.
Tabel 2.2 Jenis Mikrokontroler AVR
- <a name="_Toc471313078" id="_Toc471313078">Komponen Elektronik</a>
- Rangkaian elektronik
Rangkaian elektronik adalah rangkaian listrik yang memakai komponen-komponen elektronik. Komponen elektronik dibagi menjadi dua jenis yaitu komponen pasif dan komponen aktif. Komponen pasif, yaitu komponen yang tidak dapat menguatkan dan menyearahkan sinyal listrik serta tidak dapat mengubah suatu energi ke bentuk lainnya.Contoh komponen pasif yaitu : resistor, kapasitor, dan induktor.
Tabel 2.3 Komponen Pasif
Komponen aktif adalah komponen yang dapat menguatkan dan menyearahkan sinyal listrik, serta mengubah energi dari satu bentuk ke bentuk lainnya. Contoh komponen aktif : Dioda, LED, Dioda Zener, Transistor dan Operational Amplifier.
Tabel 2.4 Komponen Aktif
- <a name="_Toc471313079" id="_Toc471313079">Ardunio</a>
Arduino adalah suatu perangkat prototipe elektronik berbasis mikrokontroler yang fleksibel dan open-source, perangkat keras dan perangkat lunaknya mudah digunakan. Perangkat ini ditunjukan bagi siapapun yang tertarik/memanfaatkan mikrokontroler secara praktis dan mudah. Bagi pemula dengan menggunakan Board ini akan mudah mempelajari pengendalian dengan mikrokontroler, bagi desainer pengontrol menjadi lebih mudah dalam membuat prototipe ataupun implementasi. Demikian juga bagi para hobi yang mengembangkan mikrokontroler. Arduino dapat digunakan ‘mendeteksi’ lingkungan dengan menerima masukan dari berbagai sensor (misal: cahaya, suhu, inframerah, ultrasonic, jarak, tekanan, kelembaban) dan dapat ‘mengendalikan’ peralatan sekitarnya (misal: lampu, berbagai jenis motor dan aktutor lainnya).
Arduino merupakan rangkaian yang open-source dan bebas digunakanasalkan memenuhi persyaratan yang telah ditentukan sesuai yang tercantum pada <a href="http://creativecommons.org/licenses/by-sa/2.5/,%20sedangkan">http://creativecommons.org/licenses/by-sa/2.5/, sedangkan</a> perangkat lunak dapat digunakan pada berbagai plateform sistem operasi (Windows, Mac OS, Linux) dan dapat diunduh dari <a href="http://arduino.cc/en/Main/Software">http://arduino.cc/en/Main/Software</a>.
Informasi tentang sejarah perkembangan arduino, macam-macam board Arduino serta contoh aplikasi yang sangat luas dan lengkap dapat dikunjungi di <a href="http://www.arduino.cc">http://www.arduino.cc</a>.
Di pasaran banyak model board Arduino, karena bersifat open source, maka banyak vendor yang membuat dan menjual variannya baik yang official maupun yang unofficial. Berikut ini contoh board Arduino yang official : Arduino UNO, Duemilanove, Leonardo, Nano, Mega 2560/Mega ADK, Mega(ATMega1280), Esplora, Micro, Mini, NG/Older,dll.
Gambar 2.3 Jenis Jenis Board Arduino Official
Kelebihan-kelebihan dari board Arduino di antaranya adalah :
- Tidak perlu perangkat chip programmer karena di dalamnya memiliki bootloader yang akan menangani program yang di-upload dari komputer.
- Bahasa pemrogrammannya relative mudah (bahasa C), dan software Arduino mudah dioperasikan karena berbentuk GUI(Graphical User Interface), IDE(Integreated Development Environment), memiliki library yang cukup lengkap serta gratis dan open source.
- Komunikasi serial dan komunikasi untuk upload program menggunakan jalur yang sama yaitu melalui jalur USB atau komunikasi serial, jadi membutuhkan sedikit kabel.
Selanjutnya akan dijelaskan beberapa board Arduino yang sering digunakan, yaitu: Arduino NG/Older (Severino), Arduino Uno, Arduino Mega 2560 dan Arduino Mega ADK.
- Board Arduino NG/Older (Severino)
Board arduino NG/Olde (Severino) menggunakan mikrokontroler ATMega8 atau ATMega168. Board Arduino NG/Older (Severino) dapat dilihat pada gambar 2.4 dan skematik rangkaian board arduino NG/Older (Severino) dapat dilihat pada gambar 2.5.
Gambar 2.4 Board Arduino NG/Older (Severino)
Gambar 2.5 skematik rangkaian board arduino NG/Older (Severino)
Pada bagian ini akan dijelaskan fungsi dari pin dan terminal pada board Arduino NG/Older (Severino). Board Arduino NG/Older (Severino) dapat dilihat pada gambar 2.6 dibawah ini.
Digital Pin Out
Analog Pin Out
Gambar 2.6 Board Arduino NG/Older (Severino) </p>
- DB-9 connector
Ciri khas dari board NG/Older (Severino) dibandingkan dengan board Arduino lain yaitu menggunakan sarana komunikasi menggunakan port serial, agar dapat menggunakan komunikasi dengan USB Perlu menggunakan converter dari serial RS232 ke USB. Pada board Arduino NG/Older (Severino), connector DB-9 digunakan untuk koneksi ke komputer atau alat lain menggunakan kabel serial RS-232 standard. Minimal pin 2,3,4 dan 5 pada DB-9 harus tersambung. Bekerja ketika JP0 dalam posisi 2-3.
- DC1, 2.1mm power jack
Digunakan untuk tambahan sumber tegangan (catu daya) dari luar, dalam Severino sudah terdapat regulator tegangan yang dapat meregulasi masukan tegangan antara +7V sampai +20V (masukan tegangan yang disarankan antara +9V s/d +12V). Pin 9V dam 5V dapat digunakan sebagai sumber ketika diberi sumber tegangan dari luar.
- ICSP, 2x3 pinheader
Untuk memprogram bootloader ATMega atau memprogram Arduino severino dengan software lain, misalnya: khazama. Board Arduino juga dapat di program tanpa menggunakan bootloader dengan menggunakan ICSP (In-Circuit Serial Programing) ini.
Tabel 2.5 Keterangan pin ICSP pada Arduino NG/Older
- JP0, 3 pin jumper
Ketika posisi 2-3, board pada keadaan serial enabled (X1 connector dapat digunakan). Ketika posisi 1-2 board pada keadaan serial disabled (X1 connector tidak berfungsi) dan eksternal pull-down resistors pada pin0(RX) dan pin1(TX) dalam keadaan aktif, resistor pull-down untuk mencegah noise dari RX.
- JP4
Ketika pada posisi 1-2, board dapat mengaktifkan fungsi auto-reset, yang berfungsi ketika meng-upload program pada board tanpa perlu menekan tombol reset S1.
- S1
Adalah push button yang berfungsi sebagai tombol reset.
- LED
POWER led : menyala ketika Arduino dinyalakan dengan diberi tegangan dari DC1.
RX led : berkedip ketika menerima data melalui komputer lewat komunikasi serial.
TX led : berkedip ketika mengirim data melalui komunikasi serial.
L led :terhubung dengan digital pin13. Berkedip ketika bootloading.
- DIGITAL PINTOUT IN/OUT
8 digital pin inputs/outputs : pin 0-7 (terhubung pada PORT D dari ATMega). Pin-0(RX) dan pin-1(TX) dapat digunakan sebagai pin komunikasi. Untuk ATMega168/328 pin 3,5 dan 6 dapat digunakan sebagai output PWM.
6 digitals pin inputs/outputs : pin 8-12 (terhubung pada port B). pin10(SS), pin11(MOSI), pin12(MISO), pin13(SCK) yang bisa digunakan sebagai SPI(Serial Peripheral Interface). Pin 9,10 dan 11 dapat digunakan sebagai output PWM untuk ATMega8 dan ATMega 168/328.
- ANALOG PINTOUT INPUT
6 analog input analog : pin 0-5(A0-A5) (terhubung pada port C). pin4(SDA) dan pin5(SCL) yang dapat digunakan sebagai 12C(two wire serial bus). Pin analog ini dapat digunakan sebagai pin digital14(A0) sampai pin digital pin19(A5)
- Board Arduino UNO
Berikut ini akan dijelaskan mengenai board Arduino UNO. Board Arduino UNO menggunakan mikrokontroler ATMega328. Secara umum posisi/letak pin-pin terminal I/O pada berbagai board Arduino posisinya sama dengan posisi/letak pin-pin terminal I/O dari Arduino UNO yang mempunyai 14 pin digital yang dapat di set sebagai Input/Output (beberapa diantaranya mempunyai fungsi ganda), 6 pin Input Analog.
Pada bagian ini akan dijelaskan fungsi dari pin dan terminal pada board Arduino UNO. Board Arduino UNO dapat dilihat pada gambar 2.7 dibawah ini.
Gambar 2.7 Board Arduino UNO
- USB to Computer
Digunakan untuk koneksi ke komputer atau alat lain menggunakan komunikasi serial RS-232 standard. Bekerja ketika JP0 dalam posisi 2-3.
- DC1, 2.1mm power jack
Digunakan sebagai sumber tegangan (catu daya) dari luar, sudah terdapat regulator tegangan yang dapat meregulasi masukan tegangan antara +7V sampai +18V (masukan tegangan yang disarankan antara +9V s/d +12V). pin 9V dan 5V dapat digunakan sebagai sumber ketika diberi sumber tegangan dari luar.
- ICSP, 2x3 pinheader
Untuk memprogram bootloader ATMega atau memprogram Arduino dengan software lain, berikut ini keterangan fungsi tiap pin :
Tabel 2.6 Keterangan pin ICSP pada Arduino UNO
- JP0, 3 pin jumper
Ketika posisi 2-3, board pada keadaan serial enabled (X1 connector dapat digunakan). Ketika posisi 1-2 board pada keadaan serial disabled (X1 connector tidak berfungsi) dan eksternal pull-down resistors pada pin0(RX) dan pin1(TX) dalam keadaan aktif, resistor pull-down untuk mencegah noise dari RX.
- JP4
Ketika pada posisi 1-2, board dapat mengaktifkan fungsi auto-reset, yang berfungsi ketika meng-upload program pada board tanpa perlu menekan tombol reset S1.
- S1
Adalah push button yang berfungsi sebagai tombol reset.
- LED
POWER LED : menyala ketika Arduino dinyalakan dengan diberi tegangan dari DC1.
RX LED : berkedip ketika menerima data melalui komputer lewat komunikasi serial.
TX LED : berkedip ketika mengirim data melalui komunikasi serial.
L LED :terhubung dengan digital pin13. Berkedip ketika bootloading.
- DIGITAL PINTOUT IN/OUT
8 digital pin inputs/outputs : pin 0-7 (terhubung pada PORT D dari ATMega). Pin-0(RX) dan pin-1(TX) dapat digunakan sebagai pin komunikasi. Untuk ATMega168/328 pin 3,5 dan 6 dapat digunakan sebagai output PWM.
6 digitals pin inputs/outputs : pin 8-12 (terhubung pada port B). Pin10(SS), pin11(MOSI), pin12(MISO), pin13(SCK) yang bisa digunakan sebagai SPI(Serial Peripheral Interface). Pin 9,10 dan 11 dapat digunakan sebagai output PWM untuk ATMega8 dan ATMega 168/328.
- ANALOG PINTOUT INPUT
6 analog input analog : pin 0-5(A0-A5) (terhubung pada port C). Pin4(SDA) dan pin5(SCL) yang dapat digunakan sebagai 12C(two wire serial bus). Pin analog ini dapat digunakan sebagai pin digital14(A0) sampai pin digital pin19(A5).
- Board Arduino Mega 2560
Board Arduino Mega 2560 dapat dilihat pada gambar 2.8 di bawah ini.
Gambar 2.8 Board Arduino Mega 2560
Board Arduino Mega 2560 adalah sebuah board Arduino yang menggunakan IC mikrokontroler ATMega 2560. Board ini memiliki 54 digital input/output (15 buah diantaranya dapat digunakan sebagai output PWM), 16 buah analog input, 4UARTs (universal asynchronous receiver / transmitter). Osilator Kristal 16MHz, koneksi USB, jack power, soket ICSP (In-Circuit System Programming), dan tombol reset. Spesifikasi board Arduino Mega 2560 dapat dilihat pada tabel 2.7 berikut ini.
Tabel 2.7 Spesifikasi Board ATMega 2560
- Pin Input dan Output Digital
Semua pin digital yang terdapat pada Arduino Mega2560 dapat digunakan baik sebagai input maupun output dengan menggunakan fungsi pinMode(), digitalWrite() dan digitalRead(). Tegangan output setiap pin adalah 5V. Arus maksimum yang dapat diberikan dan diterima sebesar 40 mA. Pada pin digital ini juga terdapat internal pull up resistor sebesar 20-50 KOhm. Beberapa pin memiliki fungsi khusus seperti berikut.
melalui USB. Berikut ini port serial yang ada pada Arduino Mega 2560, yaitu port serial : pin0(RX) dan pin1(TX); pin19(RX) dan pin18(TX); port serial 2 : pin17(RX) dan pin16(TX); port serial 3 : pin15(RX) dan pin14(TX). Pin RX digunakan untuk menerima data serial TTL dan pin(TX) untuk mengirim data serial TTL.
External Interrupts: pin 2 (interrupt 0), pin 3 (interrupt 1), pin 18 (interrupt 5), ping 19(interrupt 4), pin 20 (interrupt 3) dan pin 21 (interrupt 2).
PWM : Pin 2 sampai dengan pin 13 dan pin 44 sampai dengan pin 46. Pin-pin tersebut dapat digunakan sebagai output PWM 8 bit.
SPI : pin 50 (MISO), pin 51 (MOSI), pin 52 (SCK), pin 53 (SS). Digunakan untuk komunikasi SPI.
LED : pin 13. Terdapat LED yang terhubung dengan pin 13.
TWI : pin 20 (SDA) dan pin 21 (SCL). Pin-pin tersebut dapat digunakan untuk komunikasi TWI. ATMega 2560 juga mendukung komunikasi TWI dan SPI. Software Arduino memiliki wirelibrary dan SPI library untuk mempermudah penggunaan fitur komunikasi TWI dan SPI.
Arduino Mega 2560 juga memiliki 16 buah input analog (ADC), yaitu pin A0 sampai dengan A15. Setiap input memiliki resolusi sebesar 10 bit.
AREF : Input untuk tegangan referensi input analog.
RESET : Digunakan untuk mereset board Arduino
- USB OverCurrent Protection
Arduino Mega 2560 dilengkapi dengan resettabel polyfuse yang dapat melindungi port USB dari hubungan arus pendek dan kelebihan arus. Meskipun pada setiap komputer sudah terdapat pelindung internal, fuse ini akan memberikan perlindungan tambahan. Apabila arus yang lewat lebih besar dari 500 mA, fuse akan otomatis terputus sampai kelebihan arus atau hubungan arus pendek dapat diperbaiki.
- Board Arduino Mega ADK
Modul Arduino Mega ADK adalah sebuah mikrokontroler yang menggunakan IC mikrokontroler ATMega 2560. Perbedaan board Arduino Mega ADK dengan board Arduino Mega 2560 yaitu board Arduino ADK dilengkapi dengan USB Host Interface untuk berkomunikasi dengan smartphone berbasis Android, bedasarkan IC MAX 3421e. Board Arduino Mega ADK dapat dilihat pada gambar 2.8.
Gambar 2.8 Board Arduino Mega ADK
- <a name="_Toc471313080" id="_Toc471313080">Software </a>IDE Arduino
- Instalasi software IDE Arduino
Berikut adalah cara instalasi dan cara penggunaan software IDE Arduino. Software IDE Arduino dapat diunduh pada <a href="http://www.arduino.cc/en/Main/Donate">www.arduino.cc/en/Main/Donate</a>, kemudian akan tampil dua pilihan , pilih download and donate dan just download.
Unduh file Arduino-1.6.3-windows.exe,Setelah file arduino-1.6.3-windows.exe selesai diunduh, klik dua kali file arduino-1.6.3-windows.exe, lalu akan tampil seperti gambar 2.10 berikut ini.
Gambar 2.10 persetujuan instalasi arduino software
Klik tombol I Agree, lalu akan muncul Installation Option, pilih semuanya, termasuk install USB driver untuk mengenali dan melakukan komunikasi dengan board Arduino melalui port USB.
Gambar 2.11 Pilihan instalasi
Klik Next, lalu pilih Folder untuk menyimpan program arduino.
Gambar 2.12 Instalasi Folder
Klik Install, untuk melakukan proses instalasi
Gambar 2.13 proses extract
Setelah selesai proses instalasi, klik icon arduino yang ada di desktop, maka tampilan awal akan seperti gambar 2.14 dibawah ini.
Gambar 2.14 Tampilan awal arduino 1.6.3
Penggunaan Software IDE Arduino
Software IDE Arduino adalah pengendali mikro single-board yang bersifat open-source, diturunkan dari plateform wiring, dirancang untuk memudahkan penggunaan elektronik dalam berbagai bidang, hardware-nya menggunakan prosesor Atmel AVR dan software-nya memiliki bahasa pemrograman C++ yang sedarhana dan fungsi-fungsinya yang lengkap, sehingga Arduino mudah dipelajari oleh pemula. Gambar 2.15 memperlihatkan tampilan awal software IDE Arduino.
Gambar 2.15 Software IDE Arduino
Komponen-komponen dari Sofware IDE Arduino
Menu Bar :
Gambar 2.16 Menu Bar IDE Arduino
Gambar 2.16 memperlihatkan tampilan menu bar software IDE arduino yang terdiri dari :
- File
Tabel 2.8 Pilihan Pada Menu File
*Sketch adalah istilah dari list/susunan program pada IDE Arduino
- Menu Edit
Cut, Copy, Copy for forum, Copy as HTML, paste, select all, comment, increase indent, decrease indent, Find, Find Next.
- Menu Sketch
Tabel 2.10 Pilihan Pada Menu Sketch
- Menu Tools
Tabel 2.10 Pilihan Pada Menu Tools
- Menu Help
TOOL BAR Software IDE Arduino
Verivy
Upload
New
Open
Save
Serial Monitor
</p>
Gambar 2.17 Toolbar software IDE Arduino
Gambar 2.17 memperlihatkan tool bar software IDE Arduino, penjelasan tiap lambing gambar adalah sebagai berikut :
Tabel 2.11 Penjelasan tiap menu Toolbar
- <a name="_Toc471313081" id="_Toc471313081">Definisi Produksi</a>
Menurut Sadono Sukirno, pengertian kegiatan produksi adalah kegiatan yang dilakukan manusia dalam menghasilkan suatu produk, baik barang maupun jasa yang kemudian dimanfaatkan oleh konsumen.
Kegiatan produksi merupakan salah satu aktivitas ekonomi yang sangat menunjang selain kegiatan konsumsi. Tanpa adanya produksi, konsumen tidak dapat mengonsumsi barang dan jasa yang dibutuhkannya. Kegiatan produksi dan kegiatan konsumsi adalah satu mata rantai yang saling berkaitan dan tidak bisa saling dilepaskan.
Dalam kehidupan sehari hari, apabila kita mendengar kata produksi, maka yang terbayang dipikiran kita adalah satu kegiatan besar yang memerlukan peralatan yang canggih dan menggunakan ribuan tenaga kerja untuk mengerjakannya. Sebenarnya perkiraan tersebut tidak benar. Produksi adalah kegiatan menambah nilai guna suatu barang atau jasa untuk keperluan orang banyak, jadi tidak semua kegiatan yang menambah nilai guna suatu barang dapat dikatakan proses produksi. Contohnya : seorang ibu yang membuat kue untuk keluarganya dirumah, kegiatan tersebut tidak dapat dikatakan proses produksi karena tujuannya bukan untuk masyarakat banyak.
Pada saat kebutuhan manusia masih sedikit dan masih sederhana, kegiatan produksi dan konsumsi serangkali dilakukan sendiri yaitu seseorang memproduksi untuk memenuhi kebutuhannya sendiri. Namun, seiring dengan semakin beragamnya kebutuhan dan keterbatasan sumber daya, sehingga seseorang tidak dapat lagi memproduksi sendiri barang dan jasa yang dibutuhkannya, sehingga ia membutuhkan pihak lain untuk memproduksi apa yang menjadi kebutuhannya tersebut. Secara teknis produksi dapat diartikan sebagai suatu proses mentransformasi input menjadi output, tetapi pengertian produksi dalam ilmu ekonomi mencakup tujuan kegiatan menghasilkan output serta karakter yang melekat padanya.
- <a name="_Toc471313082" id="_Toc471313082">Teknik Inspection</a>
Teknik Inspeksi adalah suatu cara pemeriksaan yang seragam ( sama antara satu dengan yang lain ) yang dimaksudkan untuk menjamin hasil produksi supaya berkualitas sesuai dengan standard yang ditentukan ( 100 % tanpa cacat ).
Berikut yang dapat menjamin produk hasil produksi dapat 100% tanpa cacat :
- Menjaga Proses Produksi
Karena kualitas diciptakan melalui proses. Maka dengan proses yang stabil akan didapatkan hasil yang stabil pula. Berikut yang termasuk dalam proses ini :
- Cara kerja (metode), pengontrolan cara kerja bisa dilakukan dengan pembuatan QCPC (Quality Control Process Chart), Work Instruction, Display contoh produk dan prosedur
- Orang yang bekerja (man), pengontrolan orang yang bekerja ini bisa dilakukan dengan melakukan training, blind test, pembuatan job description, ataupun study banding.
- Equipment atau mesin, pengontrolan peralatan atau mesin ini bisa dilakukan dengan cara pencatatan parameter, WI (Work Instruction) pemakaian equipment/mesin, check sheet pemeliharaan mesin dan kalibrasi mesin/equipment.
- Material, pengontrolan material bisa dilakukan dengan pencatatan pemakaian material, pemisahan penempatan material, WI (Work Instruction) penanganan material ( termasuk identifikasi ).
- Melakukan pemeriksaan langsung terhadap produk
Pemeriksaan terhadap produk ini adalah pemeriksaan terhadap produk yang dihasilkan ataupun terhadap material ( bahan baku ) yang akan diproduksi.
Pemeriksaan terhadap produk harus dilakukan dengan acuan-acuan (standard) yang telah ditetapkan seperti :
- Drawing produk
- Approval sample
- Rencana inspeksi
- Standard appearance lainnya yang ditetapkan oleh customer
Hal-hal yang harus selalu diperhatikan dalam melakukan pemeriksaan produk adalah :
- Pemahaman terhadap standard
Standard adalah acuan dalam melakukan inspeksi, sehingga dengan memahami standard akan mudah untuk memutuskan apakah produk tersebut NG ataupun OK. Bila produk itu masuk di dalam standard maka produk dinyatakan OK, bila sebaliknya adalah di luar standard maka produk tersebut adalah NG. Dengan kata lain standard adalah alat untuk memutuskan dalam pemeriksaan terhadap produk.
- Pemahaman terhadap kriteria defect
Kriteria defect digolongkan menjadi 3, yaitu :
- Defect Kritikal
yaitu defect yang berpengaruh langsung ke fungsi daripada produk itu sendiri, baik apabila produk tersebut diassembly dengan pasangannya ataupun sebagai single part. Biasanya defect seperti ini sangat berhubungan dengan dimensi
- Defect Mayor
yaitu defect yang tidak berpengaruh langsung terhadap fungsi akan tetapi sudah melebihi daripada standard quality daripada produk tersebut. Biasanya defect seperti ini berhubungan dengan appearance
- Defect Minor
yaitu defect pada produk yang masih dalam standard daripada produk tersebut. Biasanya defect seperti ini berhubungan dengan appearance
Dengan memahami kriteria defect tersebut akan mudah untuk memutuskan apakah produk yang NG masih dapat dikategorikan masih bisa digunakan ( dengan cara khusus ) ataupun tidak bisa digunakan sama sekali.
- Pengetahuan terhadap defect produk itu sendiri
apabila kita ingin menemukan defect A pada suatu produk maka kita harus tahu seperti apa defect A itu. Bila belum tahu defect A itu seperti apa tentunya kita tidak akan dapat mengatakan bahwa defect yang ditemukan adalah defect A.
- Pola Inspeksi Di Produksi
Pemeriksaan secara acak sampling dilakukan oleh QC untuk memastikan produk yang dihasilkan tidak ada penyimpangan quality untuk proses selanjutnya ataupun bila dikirim ke customer.
Gambar 2.18 Proses Pengecekan Matrial
- <a name="_Toc471313083" id="_Toc471313083">Sampling Inspection Methode</a>
Secara umum pemeriksaan secara sampling dilakukan sebagai langkah pemastian Quality terhadap hasil produksi yang sedang atau sudah dihasilkan setelah melalui seleksi 100% oleh operator. Pemakaian sampling methode di PT. Roda Prima Lancar, adalah :
- JIS (Japan Industrial Standar)
- AQL (Acceptance Quality Level)
- HES (Honda Engineering standard)
Ketentuan pemakaian AQL diserahkan kepada masing-masing pemakai yang disesuaikan dengan kondisi masing-masing pemakai. Pada dasarnya ketentuan sampling itu ada 3 :
- Normal inspection, apabila proses produksi berjalan normal
- Tighten inspection, apabila proses produksi tidak berjalan sebagaimana mestinya sehingga Quality produk yang dihasilkan tidak stabil, dimaksudkan untuk langkah sementara sebelum tindakan perbaikan yang dilakukan efektif
- No inspection, dilakukan untuk langkah efisiensi apabila produk yang dihasilkan dalam rentang lot tertentu tidak pernah ditemukan masalah yang dibuktikan dengan rekapitulasi data inspeksi yang akurat. Status no inspection bisa dicabut apabila ditemukan masalah baik di internal ataupun eksternal (customer) sesuai ketentuan yang telah dibuat dan disepakati.
- <a name="_Toc471313084" id="_Toc471313084">Pengertian Inspeksi Produk</a>
Inspeksi produk maksudnya adalah melakukan pemeriksaan terhadap produk baik dilakukan pengukuran ataupun visual yang didasarkan pada ketentuan yang sama, pemeriksaan ini dimaksudkan agar judgement terhadap produk antara orang “A” orang “B” atau orang lain menjadi sama.
Langkah pemeriksaan :
- Dimeinsi, dilakukan sesuai drawing dengan mengisi chek sheet
- Appearance/visual, dilakukan secara visual ( dengan mata ) dalam waktu tertentu, jarak tertentu, kondisi tertentu dilakukan dengan langkah yang berurutan untuk semua permukaan produk
Contoh cara inspeksi :
Gambar 2.19 Cara Pengecekan Matrial
Pemeriksaan dilakukan secara berurutan dari anak panah no 1 ( satu ) kemudian ke sisi no 2, selanjutnya ke sisi belakang, selanjutnya ke sisi samping (seperti memutar sebuah benda), baru kemudian sisi atas dan terakhir sisi bawah .
Ketentuan dalam meng-inspeksi ( memeriksa ) produk adalah:
- Harus dilakukan dalam jarak yang tertentu maksudnya adalah jarak pandang satu orang dengan orang yang lain tidak boleh berbeda- bila orang “A” inspeksi dengan jarak pandang 30 cm, maka orang “B” juga harus dengan jarak yang sama hal ini akan mengurangi perbedaan.
- Harus dilakukan dalam ketentuan waktu yang sama untuk luasan produk yang sama bila produk “A” di inspeksi dengan waktu 1 menit oleh orang “A” maka orang “B” harus melakukan inspeksi dengan waktu yang sama untuk produk “A” tersebut.
- Harus dilakukan dalam kondisi pencahayaan yang sama, bila produk “A” di inspeksi dalam kondisi yang terang, maka produk “A” yang lain harus dilakukan dalam kondisi yang terang juga. Apabila pemeriksaan dilakukan dengan ketentuan yang berbeda maka akan terlihat perbedaan hasil pemeriksaannya.
- <a name="_Toc471313085" id="_Toc471313085">Quality Assurance</a>
QUALITY ASSURANCE adalah kegiatan yang dilakukan secara sistematik dan terorganisasi untuk melakukan penjaminan terhadap kualitas produk yang diproduksi.
- FILOSOFI QUALITY ASSURANCE
Pada dasarnya produk yang dibuat oleh vendor akan dikirim ke customer (manufacturing) yang selanjutnya akan dipasarkan ke pemakai langsung (END USER),dan tidak diijinkan mengalami kerusakan dari hal-hal standard pemakai. Dengan kata lain produk tersebut haruslah 100% tanpa cacat.
Gambar 2.20 Proses pengiriman barang
Vendor membuat barang/komponen kemudian dikirim ke customer selanjutnya dirakit dan akhirnya akan dijual ke pemakai langsung (end user) vendor bertanggung jawab terhadap quality assurance (Jaminan Mutu) produk/part yang diproduksi berdasarkan prinsip kualitas diciptakan melalui proses.
Untuk merealisasikan QA produk 100% haruslah dibuat suatu system QA yang secara sistematik mampu menghasilkan produk dengan kualitas yang stabil secara terus menerus sesuai dengan kondisi awal.
- Metode Dasar Quality Assurance
<a href="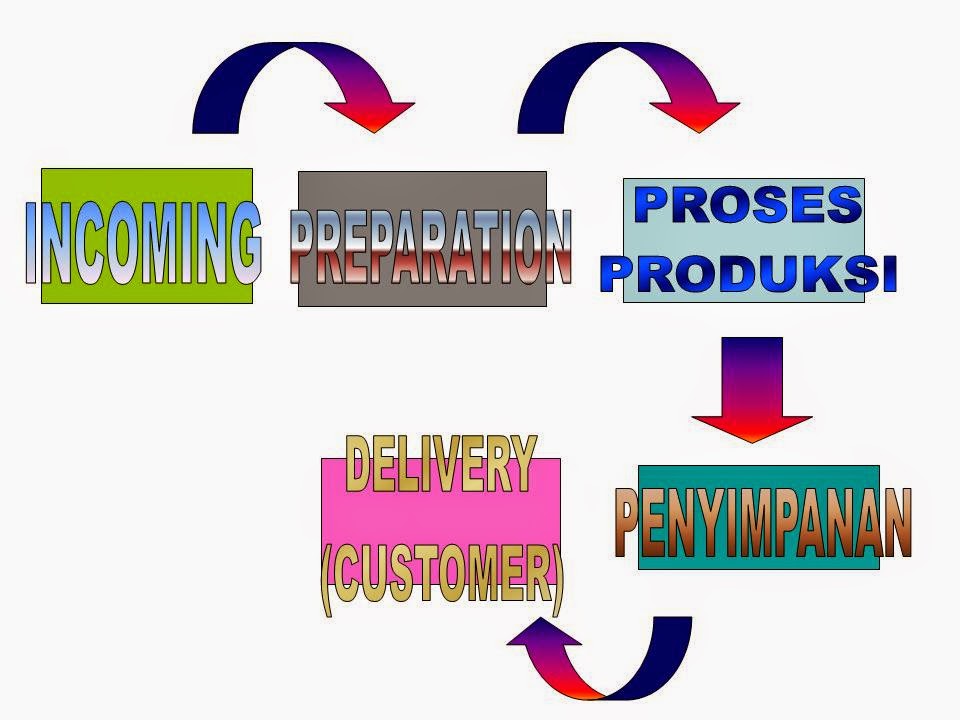 "> </a>
"> </a>
Gambar 2.21 Flow Proses Delivery
Pada setiap tahap haruslah ada pengendalian, seperti pengontrolan apa saja yang harus dijalankan di receiving, selanjutnya pengontrolan apa saja yang harus dijalankan di preparation, di proses produksi, di storage, di delivery sampai akhirnya produk dikirim ke customer.</p>
- <a name="_Toc471313086" id="_Toc471313086">Pengertian Deteksi</a>
Deteksi adalah suatu proses untuk memeriksa atau melakukan pemeriksaan terhadap sesuatu dengan menggunakan cara dan teknik tertentu. Deteksi dapat digunakan untuk berbagai masalah.
Tujuan dari deteksi adalah memecahkan suatu masalah dengan berbagai cara tergantung metode yang diterapkan sehingga menghasilkan sebuah solusi.
- <a name="_Toc471313087" id="_Toc471313087">Study Pustaka (Literature Review)</a>
Menurut Sudaryono, dkk (2011;86). “Literature review dalam suatu penelitian adalah mengetahui apakah para peneliti lain telah menemukan jawaban untuk pertanyaan-pertanyaan penelitian yang kita rumuskan”.
Literatur Review ini dilakukan oleh peneliti untuk mengetahui landasan awal dansebagai pendukung bagi kegiatan penelitian yang dilakukan oleh peneliti,sehingga dapat melakukan pengembangan ketingkat yang lebih tinggi dalam rangkamenyempurnakan atau melengkapi penelitian yang nantinya saya tulis dengan judul“SISTEM AUTODETEKSI PART NG DI PT.RODA PRIMA LANCAR”. Adapun Literature Review sebagailandasan dalam mendukung penelitian adalah sebagai berikut:
- Penelitian dalam sebuah jurnal yang telah dilakukan oleh Dita Ditafrihil Fuadah dan Mada Sanjaya WS.Ph.D. (2013) berjudul Monitoring dan Kontrol Level Ketinggian Air dengan Sensor Ultrasonik Berbasis Arduino Sensor ultrasonik adalah sensor pengukur jarak dengan menggunakan gelombang ultrasonik. Sensor HY-SRF05 merupakan sensor ultrasonik yang mampu mengukur jarak dari 2cm sampai 450cm. Keluaran sensor ini memungkinkan membaca perubahan jarak pada ketinggian air menggunakan gelombang ultrasonik berbasis Arduino Uno dan dengan interfacing pada Matlab. Pengujian menggunakan bejana bulat denga ketinggiDari hasil pengujianpada alat timbang terlihat bahwa hasil pembacaan alat
- Penelitian yang telah dilakukan oleh Arif Lukman Khakim dengan judul “RANCANG BANGUN ALAT TIMBANG DIGITAL BERBASIS AVR TIPE ATMEGA32”. Pengujian pada alat timbang masih terdapat hasil pembacaan alat terhadap beban berat yang ditimbang mempunyai tingkat kesalahan yang cukup kecil. Adanya kesalahan dimungkinkan karena adanya tegangan offset dan noise pada pengukuran rangkaian pengkondisi sinyalserta desain mekanik yang hanya terdiri dari satu sensor. Dari hasil pengujian dapat diketahui bahwa rata-rata tingkat kesalahan beban berat yang ditampilkan adalah sebesar -0,067% Dari proses penelitian yang telah dilakukan, baik terhadap pengujian dan penggukuran tegangan yang dibutuhkan rangkaian dari segi perangkat keras (hardware), dapat dikatakan bahwa alat yang dirancang sudah sesuai dengan spesifikasi yang diinginkan. Dari segi perangkat keras (hardware), mikrokontroler ATMega32 mempunyai batas toleransi tertentu sehingga memungkinkan pemakian komponen yang tidak terlalu presisi.
- Penelitian dalam sebuah jurnal yang telah dilakukan oleh Kamirul,dkk yang berjudul “Rancang Bangun Data Logger Massa Menggunakan Load Cell”. Timbangan digital dapat dirancang menggunakan load cell berbasis strain gage yang bekerja berdasarkan prinsip perubahan hambatan apabila diberi gaya tekan oleh massa yang diterapkan. Namun, sinyal keluaran yang dihasilkan oleh load cell sangat kecil, sehingga diperlukan amplifier untuk memperbesar sinyal keluaran tersebut. Dalam penelitian ini, dirancang sebuah timbangan digital berbasis strain gage SEN128A3B yang memiliki kapasitas ukur 400 gram dengan bantuan penguatan amplifier INA125P. Sebagai unit pemroses data, digunakan mikrokontroller Arduino Uno R3 yang bekerja dengan tegangan 5V.
Dari tiga Literature Review yang ada, telah banyak penelitian mengenai deteksi jarak benda, alat timbangan, mikrokontoler, sensor ultrasonik, sensor load cell dan LCD. Di samping itu juga ada pembahasan mengenai perancangan beberapa alat pengukur tinggi badan yaitu Alat Ukur Tinggi Badan Digital Menggunakan Sensor Ultrasonic Berbasis Mikrokontroler atmega16 Dengan Tampilan LCD, dan Pengukur berat dari suatu benda. Maka dari itu penulis mengambil satu sample atau contoh untuk dijadikan acuan dari ke 3 (tiga) literature review diatas yaitu dengan judul Sistem Autodeteksi PART NG yang menggunakan jenis penelitian dan pengembangan. Pada penelitian tersebut peneliti belum menggunakan atau memanfaatkan operating system android sebagai interface dan juga secara dual mode dengan output suara.
<a name="_Toc471313088" id="_Toc471313088">BAB III</a>
PEMBAHASAN
- <a name="_Toc464122382" id="_Toc464122382"></a><a name="_Toc464122454" id="_Toc464122454"></a><a name="_Toc464122494" id="_Toc464122494"></a><a name="_Toc464122532" id="_Toc464122532"></a><a name="_Toc464122635" id="_Toc464122635"></a><a name="_Toc464122733" id="_Toc464122733"></a><a name="_Toc464122774" id="_Toc464122774"></a><a name="_Toc464122837" id="_Toc464122837"></a><a name="_Toc467506257" id="_Toc467506257"></a><a name="_Toc467506413" id="_Toc467506413"></a><a name="_Toc467836402" id="_Toc467836402"></a><a name="_Toc467836512" id="_Toc467836512"></a><a name="_Toc467836577" id="_Toc467836577"></a><a name="_Toc467836641" id="_Toc467836641"></a><a name="_Toc467836717" id="_Toc467836717"></a><a name="_Toc467836787" id="_Toc467836787"></a><a name="_Toc467836870" id="_Toc467836870"></a><a name="_Toc467836961" id="_Toc467836961"></a><a name="_Toc467837000" id="_Toc467837000"></a><a name="_Toc467946516" id="_Toc467946516"></a><a name="_Toc467946565" id="_Toc467946565"></a><a name="_Toc468122773" id="_Toc468122773"></a><a name="_Toc469588784" id="_Toc469588784"></a><a name="_Toc471313089" id="_Toc471313089"></a>
- <a name="_Toc471313090" id="_Toc471313090">Gambaran </a>Umum
- <a name="_Toc471313091" id="_Toc471313091">Sejarah singkat PT. Roda Prima Lancar</a>
PT. Roda Prima Lancar dahulu bernama PT. Roda Pelita Cycle Industri yang didirikan pada pertengahan bulan Oktober 1982. Perusahaan ini adalah perusahaan keluarga yang bergerak di bidang komponen sepeda dengan fasilitas BKPM atau PMDN.
Perusahaan ini menyerap tenaga kerja 150 orang, dengan Direktur Utama Bapak Ho Aiking sampai tahun 1986 dengan akte notaris No.104 j.l.Rorowuntu. Tahap pengembangan berlanjut dari tahun ke tahun sampai dengan tahun 1985 perusahaan mendapat kepercayaan dari PT. Federal Motor untuk mensuplai spare part sepeda motor Honda.
Dengan kepercayaan tersebut PT. Roda Pelita Cycle Industri mendapat tambahan modal dengan akte – akte perusahaan dan merubah pula nama PT. Roda Pelita Cycle Industri menjadi PT. Roda Prima Lancar (RPL) pada bulan September 1986 dengan Direktur Utama Bapak Sunaryo Honggoh. Dengan perubahan tersebut serta perluasan izin industri untuk memproduksi komponen sepeda motor, perusahaan ini mampu menyerap tenaga kerja sebanyak 950 karyawan serta penambahan jumlah mesin dan peralatan yang dibutuhkan untuk perluasan gedung pun dilakukan.
Perkembangan pesat terjadi dan dapat dilihat dari hasil produksi dan meningkatnya jumlah pesanan. Selain itu perusahaan ini juga menerima jasa dari perusahaan lain untuk memproduksi komponen sesuai pesanan yang disesuaikan dengan mesin–mesin yang tersedia. Ini menjadikan perusahaan menjadi perusahaan yang memberikan jasa. Untuk disesuaikan dengan mesin–mesin yang tersedia. Ini menjadikan perusahaan menjadi perusahaan yang memberikan jasa. Untuk memperlancar proses produksi masih terus dipikirkan alternatif–alternatif lain yang dapat membuat kualitas dari perusahaan ini meningkat.
- <a name="_Toc471313092" id="_Toc471313092">Visi dan Misi</a>
Agar dapat bersaing dengan perusahaan lainnya PT. Roda Prima Lancar memiliki visi dan misi, sebagai berikut :
Adapun visi dari PT. Roda Prima Lancar adalah:
“Menjadi perusahaan dengan proses yang bermutu agar menghasilkan barang yang bermutu.”
Untuk mewujudkan visi tersebut, maka PT. Roda Prima Lancar mempunyai misi,yaitu :
- Proses yang bermutu agar menghasilkan barang yang bermutu
- Melakukan perbaikan mutu proses yang berkesinambungan.
- Membudayakan 5K di lingkungan kerja.
- <a name="_Toc471313093" id="_Toc471313093">Pengaturan Jam kerja</a>
Perusahaan memiliki 950 orang yang terdiri dari operator dan staf. Pengaturan jam kerja untuk hari Senin sampai dengan Jum’at adalah sebagai berikut :
Shift I : 07.00 – 16.00
Shift II : 18.00 – 04.00
Istirahat : 12.00 – 13.00
Istirahat pendek : 09.30 – 09.45
Jumlah hari kerja dalam 1 minggu adalah 5 hari. Apabila dilakukan lembur hanya hari Sabtu selama 7 jam, sedangkan hari biasa maksimal lembur adalah 2 jam.
- <a name="_Toc471313094" id="_Toc471313094">Produk – produk yang diproduksi</a>
PT. Roda Prima Lancar memproduksi komponen – komponen untuk sepeda motor. Produk – produknya antara lain :
- Sprocket
- Bar Brake Pedal
- Pedal Comp Brake
- Pedal Gear Change
- Pick Starter
- Swing Arm
- Bar Comp Stand
- Collar Pivot Mainst
- Retainer Kick Spring
- Pipe Cross
- <a name="_Toc471313095" id="_Toc471313095">Proses Produksi</a>
Salah satu contoh proses produksi pada produk Sprocket terdiri dari 25 proses yang saling berkaitan, berikut adalah proses yang ada:
- Shearing, dimulai setelah penerimaan bahan baku yaitu berupa lembaran plate baja dengan memotong lembaran tersebut menjadi beberapa bagian setiap lembarnya. Ukuran lebarnya sesuai dengan diameter lingkaran yang akan dibuat di proses selanjutnya yaitu Blanking.
- Blanking adalah proses pemotongan lembaran platee yang sudah menjadi bagian – bagian kecil menjadi lingkaran dengan diameter tertentu sesuai type Sprocket.
- Holling, yaitu melubangi tengah lingkaran dengan bentuk lingkaran dengan diameter tertentu.
- Piercing yaitu melubangi sisi pinggir lingkaran sebanyak empat buah dengan bentuk lingkaran, masing - masing satu di tiap pinggir, kira-kira masing-masing sudutnya 900.
- Roll for Plateeness, proses ini menggunakan mesin roll, yaitu karena proses pelubangan maka plate menjadi tidak lurus, maka pada proses ini plate diluruskan kembali untuk memudahkan proses selanjutnya.
- SandBlash, agar plate tersebut menjadi tidak baret, proses ini dinamakan Sandblash. Selain itu pada proses Sandblash juga dapat berfungsi menghilangkan karat pada plate. Proses selanjutnya adalah
- Machine out diameter,yaitu membubut bagian pinggir luar dari lingkaran menggunakan mesin bubut agar licin dan rata permukaannya.
- Machine inside diameter 1, yaitu hampir sama dengan proses sebelumnya, perbedaannya adalah pada proses ini yang dibubut adalah pinggiran bagian dalam dari lingkaran.
- Champering inside diameter, Lalu masih menggunakan mesin bubut, bagian dalam yang telah dibubut diproses sebelumnya dibubut kembali bagian pinggirnya agar tidak tajam.
- Hobbing, yaitu proses pembuatan gerigi di bagian luar lingkaran. Gerigi ini gunanya untuk meletakkan rantai pada sepeda motor. Proses ini menggunakan mesin hobbing.
- Buffing, Proses berikutnya yaitu bagian luar dan atas dari gerigi di buffing.
- Buffing champer diameter, Melihat apakah gerigi tersebut tajam.
- Chaincheck O.D, Lalu setelah itu gerigi tersebut di cek, di pasangkan ke rantai untuk motor, dilihat apakah ukurannya sudah pas geriginya.
- Hardening, yaitu Setelah di cek, plate tersebut di sepuh (hardening) agar plate tersebut menjadi keras. Proses ini menggunakan mesin hardening,
- Heat Treatment, setelah disepuh plate langsung disiram dengan air khusus yaitu campuran air biasa sebesar 3% dengan oli ucon quenching type A. fungsi dari penyiraman tersebut adalah untuk pendinginan.
- Heater, yaitu Setelah disepuh plate dimasukkan kedalam mesin pemanas (heater) selama 2 jam.
- Themper, Tujuannya adalah agar kekerasan dari plate tetap terjaga.
- Restrike, yaitu meratakan plate menggunakan mesin press.
- Machine inside diameteryaitu dengan menggunakan mesin CNC diperiksa ketelitian diameter lingkaran bagian dalam dan diperbesar ukurannya.
- Champering inside diameter masih menggunakan mesin yang sama yaitu mesin CNC menghaluskan bagian dalam dari lingkaran bagian dalam agar tidak tajam, karena baru diperbesar diameternya.
- Drilling – 4 for pin, menggunakan mesin drill melubangi dengan bentuk lingkaran diantara lubang yang telah kita buat pada saat proses Piercing dengan lubang yang satunya. Berarti dalam proses ini akan ada 4 lubang berbentuk lingkaran dengan diameter tertentu.
- Champering drill, dengan menggunakan bench drilling machine, lubang yang dibuat di proses sebelumnya dehaluskan bagian dalamnya.
- End milling – 4 for pin, yaitu mengurangi ketebalan pada sisi dalam plate yaitu bagian dalam lingkaran yang kita buat di proses Drilling – 4 for pin, yang nanti kegunaannya adalah akan ditempelkan pada body motor. Proses ini menggunakan mesin milling Selanjutnya adalah Marking, yaitu proses pemberian tanda pada plate dengan type produk dan nama perusahaan.
- Zinc plating. Proses ini menggunakan mesin Acid zinc plating automatic rack system. Proses ini adalah pencelupan bahan kimia agar mengkilap selama 1 jam – 1½ jam. Proses ini merupakan pencelupan dari produk Sprocket yang telah jadi menggunakan bahan kimia tertentu. Lalu setelah keluar dari pencelupan, dan masih bagian dari proses Zinc plating, plate dipanaskan dalam oven untuk pernish agar lebih mengkilap. Setelah proses ini produk Sprocket akan dicek ulang secara keseluruhan sebagai suatu produk utuh, proses ini dinamakan Product Quantity check.
- Packing proses akhir dari pembuatan produk Sprocket, yaitu pengepakan dari produk untuk dikirimkan ke customer.
- <a name="_Toc471313096" id="_Toc471313096">Struktur Organisasi PT. Roda Prima Lancar</a>
- <a name="_Toc471313097" id="_Toc471313097">Struktur Organisasi Perusahaan</a>
Gambar 3.1 Struktur Organisasi Perusahaan
- <a name="_Toc471313098" id="_Toc471313098">Struktur Organisasi Departement Produksi</a>
Gambar 3.2 Struktur Organisasi Departement Produksi
- <a name="_Toc471313099" id="_Toc471313099">Job Description</a>
Dari gambar struktur organisasi diatas, yang dijelaskan tugas dan tanggung jawab adalah bagian departement produksi saja. Adapun Job Descripton-nya adalah sebagai berikut :
- Departement Head
Adapun wewenang dari Departement Head adalah sebagai berikut:
- memberi instruksi kerja
- melakukan evaluasi
- memberikan teguran dan sanksi
- menentukan kebijakan perusahaan yang berlaku kepada karyawannya seperti memberi usulan kenaikan upah, persetujuan cuti, dll.
Adapun Tanggung jawab dari Departement Head adalah sebagai berikut:
- pelaksanaan tugas-tugas sesuai denganjob description
- Laporan bulanan aktifitas
- pencapaian target
- peningkatan produktifitas dan mutu SDM.
- Section Head
Adapun wewenang dari Section Head adalah sebagai berikut:
- untuk mengkoordinir pekerja bawahannya.
- mengontrol jalannya tugas.
- memberikan pengarahan dan bimbingan kepada para pekerja.
- menurunkan reject dari konsumen dan produk yang cacat dalam proses.
- sertamenentukan sebab – sebab masalah dan merumuskan tindakan perbaikan.
Adapun tanggung jawab dari Section Head adalah sebagai berikut:
- Bertanggung jawab kepada Departement Head Produksi.
- Group Leader
Adapun wewenang dari Group Leader adalah sebagai berikut:
- untuk memberi instruksi kerja
- melakukan evaluasi kerja operator.
- memberikan teguran kepada operator.
Adapun tanggung jawab dari Group Leader adalah sebagai berikut:
- pelaksanaan tugas-tugas operator untuk mencapai target yang telah ditentukan.
- menghasilkan produk yang berkualitas.
- Bertanggung jawab kepada Section Head.
- Maintenance
Adapun wewenang dari Maintenance adalah sebagai berikut:
- Untuk menentukan apakah peralatan dan perlengkapan yang digunakan dalam proses produksi layak digunakan atau tidak.
Adapun tanggung jawab dari Maintenance adalah sebagai berikut:
- Dalam pencapaian target produksi
- Menghasilkan produk yang berkualitas.
- Memberikan laporan pertanggung jawaban maintenance secara bulanan kepada Departement Head Produksi.
- Administrasi
Adapun wewenang dari administrasi adalah sebagai berikut:
- untuk menginformasikan ke pihak – pihak yang berkepentingan tentang komplain dari konsumen.
- kegagalan dalam proses terhadap produk yang dihasilkan.
- Memberikan laporan pertanggung jawaban kepada Sub Departement Produksi tiap hari dan tiap bulan.
Adapun tanggung jawab dari administrasi adalah sebagai berikut:
- akan kelengkapan inventaris peralatan kerja serta kerapihan dan kelengkapan dokumen yag diperlukan.
- Handling
Adapun wewenang dari handling adalah sebagai berikut:
- untuk menginformasikan masalah kelengkapan identifikasi lot produksi.
Adapun tanggung jawab dari handling adalah sebagai berikut:
- akan persediaan material proses di departement.
- kelancaran distribusi part hasil dan identitas produksi kebagian terkait.
- bagian handling ini mengatur persediaan material proses dan mendata jumlah material yang keluar dan masuk.
- Pengendalian Kualitas (Quality Control)
Adapun wewenang dari quality control adalah sebagai berikut
- untuk menyatakan produk dari tiap proses termasuk kedalam produk yang baik, cacat secara dimensi, setting, atau secara visual.
- memberhentikan proses produksi bila kondisinya memungkinkan.
Adapun tanggung jawab dari quality control adalah sebagai berikut:
- hasil produksi memenuhi standar yang telah ditetapkanb.
- Memberikan hasil laporan harian berupa hasil pengukuran.
- laporan bulanan Control Chart.
- Bertugas untuk memberikan informasi ke departement QC untuk menganalisa jika menemukan masalah untuk menentukan tindakan perbaikan.
- Operator Produksi
Adapun wewenang dari operator produksi adalah sebagai berikut:
- untuk menginformasikan pada pimpinan kerja apabila terjadi masalah kualitas terhadap barang yang diproduksinya.
Adapun tanggung jawab dari operator produksi adalah sebagai berikut:
- dalam pencapaian target produksi.
- Mengisi laporan produksi.
- melaksanakan aktifitas produksi sesuai dengan item part dan jumlah yang telah ditentukan.
- Operator Repair
Adapun tanggung jawab dari operator repair adalah sebagai berikut:
- untuk mengatasi masalah baik masalah penolakan produk dari konsumen dan produk yang gagal dalam proses didepartement.
- Memberikan laporan hasil perbaikan kepada leader group.
- <a name="_Toc471313100" id="_Toc471313100">Analisis Kontrol</a>
Pada Proses Pengecekan/sortir barang yang sedang berjalan saat ini sangat dibutuhkan sebuah alat yang mampu memberikan data yang dijadikan masukan, keluaran dan proses bersifat valid. Sedangkan pengontrolan pada sistem yang sedang berjalan tersebut dirasakan masih memiliki kekurangan dikarnakan sistem yang digunakan belum terintegrasi dengan baik.
Sifat manual yang terjadi akan menjadikan informasi menjadi lambat dan kemungkinan akan adanya humaneror dalam pengcekan barang.
- <a name="_Toc471313101" id="_Toc471313101">Analisis Kekurangan Sistem Yang Berjalan</a>
Dalam penelitian terhadap sistem sortir yang sedang berjalan di PT.Roda Prima Lancar pada saat ini terdapat beberapa kekurangan dari sistem yang ada,diantaranya :
- Proses penyampaian informasi dari operator sortir ke quality control masih memakan waktu yang lama.
- Proses sortir masih manual, dimana masih menggunakan tenaga manusia yang minimbulkan terjadinya kelolosan pada barang NG.
- Proses penginputan data yang manual sehingga memakan waktu yang lama untuk menangani masalah yang ada.
- <a name="_Toc471313102" id="_Toc471313102">Flow Proses Sistem Produksi Di PT. Roda Prima Lancar</a>
Berikut adalah Flow Chart dari sistem produksi yang sedang berjalan di PT.Roda Prima Lancar, yang dapat dilihat pada gambar 3.3.
Gambar 3.3 Flow Chart Proses Produksi A1
Gambar 3.4 Flow Chart Proses ProduksiA2
Dari gambar 3.3 Flow Chart Point A1 yang berjalan diatas, terdapat:
- 5 Symbol Proses utama dan dimana setiap proses memiliki fungsinya masing-masing, diantaranya :
- Kepala bagian menerima dokumen MPS (Master Planning Schedule) yang berasal dari PPC ( Production Planning and Control ).
- ADM produksi memeriksa stock barang ada.
- ADM produksi membuat SPK (surat perintah kerja).
- Kepala Regu dan Maintenance menyiapkan mesin dan sarana lain untuk menunjang kelancaran produksi.
- Quality Control menyiapkan JIG proses (alat cek manual yang digunakan untuk menyortir matrial), dan dokumen yang diperlukan untuk memantau produksi.
- 1 Symbol Pengandaian, yang berjalan jika stock matrial kurang dari jumlah yang dibutuhkan untuk berjalannya produksi, sehingga ADM produksi harus membuat bon pengambilan barang.
- 4 Symbol Dokumen
- MPS (Master Planning Schedule)
- Data Stock Barang
- Bon Pengambilan Barang
- SPK ( Surat Perintah Kerja )
Dari gambar 3.4 Flow Chart Point A2 yang berjalan diatas, terdapat :
- 6 Symbol proses, berikut akan dijelaskan dari setiap proses nya :
- Pemeriksaan kondisi mesin dalam kondisi baik dan sesuai standart operasional.
- Lakukan Try Out (Menguji part sesuai standart setalah di proses oleh mesin).
- Jalankan proses produksi apabila syarat diatas telah terpenuhi.
- Pemeriksaan hasil produksi setiap 1 jam sekali oleh quality control.
- Operator produksi membuat laporan dari jumlah barang yang diproduksi , jumlah barang NG dan jenis NG nya pada SPK (Surat perintah kerja).
- Quality Line Wajib membuat dan merekap masalah masalah yang ada setelah proses produksi berakhir.
- 3 Symbol Pengandaian, berikut akan dijelaskan menurut fungsinya :
- Jika mesin tidak sesuai standart operasional maka harus segera dilakukan perbaikan oleh maintenance.
- Jika hasil barang try out tidak sesuai dengan standart segera lakukan tindakan pengetasan masalah yang terjadi
- Jika diakhir produksi terdapat ketidak sesuaian maka quality control harus membuat penanganan masalah, agar masalah tersebut tidak terjadi lagi dihari berikutnya.
- 4 Symbol Dokumen
- Check Sheet Mesin
- Check Sheet Try Out
- Check Sheet Matrial
- IRD
- Lot ID OK/NG
- Laporan Aktivitas Harian
- SPK ( Surat Perintah Kerja )
- <a name="_Toc471313103" id="_Toc471313103">Flow Proses Sortir</a>
Berikut flowchart proses sortir yang sedang berjalan di PT. Roda Prima Lancar, yang ditunjukan pada gambar 3.5 sebagai berikut :
Gambar 3.5 FlowChart Proses Sortir
Dari FlowChart sistem sortir yang sedang berjalan di PT. Roda Prima Lancar dapat dijelaskan :
- Operator Check melakukan check visual
- Jika Operator check menemukan NG visual, Operator check memisahkan matrial NG visual tersebut antara yang dapat di repair dan tidak.
- Operator Check melakukan check JIG inspection
- Jika Operator check menemukan NG dari JIG inspection, Operator check memisahkan matrial NG tersebut antara yang dapat di repair dan tidak.
- Barang yang sudah OK lalu di pack oleh operator check.
- <a name="_Toc471313104" id="_Toc471313104">Perancangan Prototype</a>
Prototype yang akan diusulkan untuk proses sortir di PT.Roda Prima Lancar dapat dilihat pada gambar 3.6 sebagai berikut :
Gambar 3.6 Prototype Hardware
Dari gambar 3.6 berikut dijelaskan bahwa proses sortir pada alat tersebut adalah :
- Barang yang akan dimasukan ketempat stock barang yang akan di cek.
- Barang keluar satu persatu lalu dicek oleh sensor berat.
- Saat barang mengenai sensor infrared 1 convayer berjalan.
- Barang masuk ke sensor ultrasonik untuk dicek.
- Jika dari satu atau dua sensor tersebut lampu indikator LED berwarna merah, maka kamera module mengambil gambar dari barang yang bermasalah tersebut.
- Bila barang melalui sensor infrared 2 memberikan perintah untuk mengeluarkan barang dari stock barang.
- Kemudian barang yang sudah dicek, apabila hasil nya NG maka masuk ke palet NG jika OK maka masuk ke palet OK.
- <a name="_Toc471313105" id="_Toc471313105">Pe</a> mbuatan Alat
Pada perancangan disini yang dimaksudkan meliputi perancangan perangkat keras (hardware) dan perangkat lunak (software). Perangkat keras yang digunakan meliputi Sprocket Drive (gear depan motor), Sensor Load Cell, LCD 16x2, arsitektur mikrokontroler ATMega328 dan perangkat lunak yang digunakan adalah software arduino yang berperan untuk menulis program.
Secara umum pada perancangan alat ini adalah seperti yang ditunjukkan pada diagram Blok pada gambar 3.7 Alat yang dirancang akan membentuk suatu “SISTEM PROTOTYPE AUTODETEKSI PART NG DI PT.RODA PRIMA LANCAR”
Perancangan sistem secara keseluruhan memerlukan beberapa alat dan bahan yang digunakan dengan deskripsi alat dan bahan sebagai berikut :
Alat yang digunakan meliputi :
- Personal Computer (PC)
- Solder timah.
- Timah
- Arduino Uno
Software yang digunakan adalah :
- Software Fritzing
- Software Arduino
Sedangkan bahan-bahan yang digunakan adalah :
- Mikrokontroler ATMega328
- Sensor Load Cell
- Sprocket Drive
- LCD 16x2
- Potensiometer 50 kohm
- Kabel Konektor
- USB Cable
- Perangkat Keras
Agar mempermudah penulis dalam menjelaskan perancangan perangkat keras, maka digambarkan alur dan cara kerja perangkat keras pada rangkaian diagram blok pada gambar
Gambar 3.7 Diagram Blok Rangkaian
Dari diagram blok 3.7 dapat dijelaskan sprocket drive sebagai inputan yang selanjutnya akan ditimbang pada load cell kemudian dibaca HX711 kemudian Arduino akan memproses validasi inputan dari sprocket drive, jika berat sprocket drive tidak sesuai standar maka lampu LED berwarna merah menyala kemudian layar LCD menampilkan berat dan masalahnya, jika berat sprocket sesuai dengan standar yang ditentukan maka lampu LED berwarna hijau menyala dan layar LCD menampilkan berat dan tulisan “OK CHECK”.
- Rangkaian LOAD CELL
Gambar 3.7 Rangkaian Load Cell
Gambar 3.8 Flowchart Rangkaian Load Cell
- Rangkaian LCD 16x2
LCD karakter adalah suatu modul yang berfungsi sebagai display yang dapat menampilkan karakter alpha numeric yang memiliki 16 kolom dan 2 baris karakter. LCD ini memiliki warna dasar biru dan karakter berwarna putih dengan menggunakan backlight. LCD ini berbasis HD44780 dengan supply tegangan sebesar 5V DC. Dengan menggunakan LCD karakter 16x2 display segala instruksi yang akan dilakukan akan ditampilkan pada waktu yang telah ditentukan, baik itu kondisi mesin maupun intruksi-intruksi yang akan dilakukan selanjutnya, gambar 3.9 menunjukan bagaimana sebuah lcd karakter 16x2 display dihubungkan dengan mikrokontroler.
Gambar 3.9 Rangkaian LCD 16x2
Gambar 3.10 Flowchart Rangkaian Sheild LCD 16x2
- Rangkaian Keseluruhan
Gambar 3.11 Rangkaian Keseluruhan
Gambar 3.12 Flowchart Rangkaian Keseluruhan
Dari gambar 3.12 dapat diketahui bahwa sistem akan bekerja jika mendapat inputan sprocket drive yang dibaca oleh sensor Load Cell, data yang diterima diproses arduino, apakah sesuai dengan standar yang diberikan atau tidak. Jika sesuai, maka arduino akan menyalakan lampu LED berwarna hijau dan menampilkan pesan pada layar LCD 16x2 bawah barang tersebut “OK” dan bila berat barang tersebut tidak memenuhi standar, maka lampu LED berwarna merah akan menyala dan layar LCD 16x2 akan menampilkan pesan bawah barang tersebut “NG”.
- Perancangan Perangkat Lunak (Software)
Perancangan perangkat lunak adalah melakukan penulisan listing program ke dalam software Arduino 1.6.6 dengan menggunakan bahasa C. dimana perintah-perintah tersebut akan dieksekusi oleh hardware atau sistem yang dibuat.
- Mikrokontroler ATMega328 (Arduino Uno)
Untuk Memprogram Mikrokontroler ATMega328 atau Arduino Uno dibutuhkan software Arduino IDE(Integrated Development Environment) karena software ini mudah dalam membuat fungsi-fungsi logika dasar mikrokontroler dan sangat mudah dimengerti karena menggunakan bahasa C, selain software arduino untuk memasukan program kedalam sebuah mikrokontroler ATMega328, dibutuhkan Driver USB, IDE Arduino 1.6.6 dan Arduino Uno Board agar program yang dibuat dapat berjalan di dalam mikrokontroler. Adapun langkah-langkahnya, yaitu :
- Instalasi Driver USB
- Instalasi Driver untuk Arduino Uno dengan Windows 7
- Hubungkan board dan tunggu Windows untuk memulai proses
instalasi driver. Setelah beberapa saat, biasanya proses ini akan gagal.
- Klik pada Start Menu dan buka Control Panel
- Didalam control panel, masuk ke menu system and security.
Kemudian klik pada system. Setelah tampilan system muncul, buka Device Manager.
- Lihat pada bagian Ports (COM & LPT). Anda akan melihat sebuah port terbuka dengan nama “Arduino Uno(COMxx)”.
- Klik kanan pada port “Arduino Uno(COMxx)” dan pilih opsi “Update Driver Software”.
- Kemudian, Pilih opsi “Browse my computer for Driver Software”.
- Terakhir, masuk dan pilih file driver uno, dengan nama “ArduinoUNO.inf”
- Penulisan Listen Program Bahasa C
Pada perancangan perangkat lunak mengumpulkan program arduino 1.6.6 digunakan untuk menuliskan listing program dan menyimpannya dengan file yang berektensi. Pde dan bootloader ArduinoUno sebagai media yang digunakan mengupload program ke dalam mikrokontroler, sehingga mikrokontroler dapat bekerja sesuai dengan yang diperhatikan.
Gambar 3.13 Membuka Software Arduino 1.6.6
Adapun langkah-langkah untuk memulai menjalakan software Arduino 1.6.6 dapat dilihat seperti pada gambar 3.13.
Gambar 3.14 Library-library yang digunakan pada Arduini 1.6.6
Kemudian akan muncul tampilan layar untuk menulis listing program dapat dilihat pada gambar 3.14.
Gambar 3.15 Proses Kompilasi Listing Program
Setelah listing program ditulis semua, langkah selanjutnya proses kompilasi untuk mengecek apakah listing program yang ditulis terjadi kesalahan atau tidak, proses kompilasi dapat dilihat pada gambar
- Prototype Alat
Hasil alat pengecekan yang menunjukan hasil barang OK ditunjukan pada gambar 3.16.
Gambar 3.16 Prototype alat Hasil OK
Hasil alat pengecekan yang menunjukan hasil barang NG ditunjukan pada gambar 3.17.
Gambar 3.17 Prototype alat hasil NG
- Permasalahan
- <a name="_Toc471313106" id="_Toc471313106">Analisa Permasalahan</a>
Dari hasil analisa, maka permasalahan yang dihadapi oleh penulis sebagai berikut :
- Proses penyampaian informasi dari operator sortir ke quality control masih memakan waktu yang lama.
- Proses sortir masih manual, dimana masih menggunakan tenaga manusia yang minimbulkan terjadinya kelolosan pada barang NG.
- Proses penginputan data yang manual sehingga memakan waktu yang lama untuk menangani masalah yang ada.
- <a name="_Toc471313107" id="_Toc471313107">Alternatif Pemecahan Masalah</a>
Setelah mengamati dan meneliti dari beberapa permasalahan yang terjadi pada sistem yang berjalan, terdapat beberapa alternatif pemecahan dari permasalahan yang dihadapi, antara lain :
- Perlu dibuatkan sistem penyapaian data dari operator check ke quality control secara real time.
- Perlu dibuatkan alat sortir otomatis untuk melakukan pengecekan.
- Perlu ada program yang dapat menerima, mengolah dan menampilkan data yang dihasilkan oleh alat sortir tersebut.
<a name="_Toc471313108" id="_Toc471313108">BAB IV</a>
<a name="_Toc471313109" id="_Toc471313109"></a><a name="_PENUTUP" id="_PENUTUP"></a>PENUTUP
- <a name="_Toc471313110" id="_Toc471313110">Kesimpulan</a>
Berdasarkan analisa yang telah diuraikan pada Bab I dan perumusan masalah, maka dapat disimpulkan bahwa:
- Sistem Penyampaian informasi masalah di PT.Roda Prima Lancar terutama di department machining yang saat ini berjalan dapat dikatakan kurang efektif. Hal tersebut terjadi karena sistem penyampaian informasi masih berjalan manual dan perlu bertatap muka antara operator check dengan quality control.
- Cara Proses Sortir yang sedang berjalan pada saat ini masih manual yaitu dengan mengunakan sumber daya manusia. Sistem yang berjalan saat ini belum efektif dan efisien dalam penenerimaan data barang NG. Mempersulit Quality Control dalam pengambilan data sampai pengambilan keputusan secara real time dan tidak dapat cepat dalam menangani masalah yang terjadi
- Untuk mempermudah identifikasi dan pendataan barang NG membutuhkan alat yang dapat mempermudah menginput, mengolah dan membuat laporan dari masalah-masalah yang terjadi, sehingga waktu dan yang diperlukan lebih cepat dan akurat.
- <a name="_Toc471313111" id="_Toc471313111">Saran</a>
Saran yang dapat disampaikan oleh penulis adalah agar penelitian berikutnya bisa mengembangkan sistem ini lebih baik lagi, sehingga kekurangan yang ada bisa dilengkap atau diperbaiki. Saran yang dapat digunakan sebagai bahan pertimbangannya adalah sebagai berikut:
- Perlu dibuatkan alat yang mampu memberikan informasi langsung kepada quality control jika terjadi masalah.
- Perlu dibuatkan alat yang dapat menyortir dan mendeteksi jenis jenis NG.
- Perlu adanya program untuk penginputan data dan masalah yang ada.
- <a name="_Toc471313112" id="_Toc471313112">Kesan</a>
Selama melakukan penelitian yang hasilnya ditulis pada laporan KKP ini, banyak pengalaman-pengalaman yang telah penulis dapatkan. Suka dan duka tentu dirasakan selama melakukan penelitian ini. Itu semua berhasil dilalui berkat usaha dan do'a yang terus dilakukan penulis.
<a name="_Toc471313113" id="_Toc471313113">DAFTAR PUSTAKA</a>
Andrianto & Darmawan. 2016. “Arduino Belajar Cepat dan Pemrograman”.
Bandung: Informatika Bandung.
Daryanto. 2010. “Teknologi Jaringan Internet”. Bandung:Satu Nusa.
Fuadah Ditafrihil, Dita. Sanjaya, Mada WS.Ph.D. 2013. “Monitoring dan Kontrol
Level Ketinggian Air dengan Sensor Ultrasonik Berbasis Arduino”. Jurnal Sains
Fisika UIN Sunan Gunang Djati: Bandung.
Jhon Pascal, Riawan “Teknik Inspection”. 2 Mei 2014.
<a href="http://mengenaldasarqualitycontrol.blogspot.co.id/">http://mengenaldasarqualitycontrol.blogspot.co.id/</a>
Kamirul, dkk. 2015. “Rancang Bangun Data Logger Massa Menggunakan
Load Cell”. Institut Teknologi Bandung, Jl. Ganesha no. 10 Bandung, Indonesia
Khakim, Arif Lukman. 2015 “Rancang Bangun Alat Timbang Digital Berbasis AVR
Tipe ATMEGA32”, Universitas Negeri Semarang.
Mall. 2009. “Rekayasa Perangkat Lunak 2”. Jakarta: PT Rineka Cipta.
Mulyanto, Agus. 2009. “Sistem Informasi Konsep & Aplikasi”. Yogyakarta: Pustaka
Pelajar.
Mustakini, Jogiyanto Hartono. 2009. "Sistem Informasi Teknologi". Yogyakarta:
Andi Offset.
Mustakini, Jogiyanto Hartono. 2010. “Analisis dan Desain Sistem Informasi. Edisi
III”, Andi Offset : Yogyakarta
Pahlevi, Adam. 2010.”Membuat Aplikasi Rental Movie dengan Visual basic 6.0”.
Jakarta: Elex Media Komputindo.
Simarmata. Janner. 2010. “Rekayasa Web”. Yogyakarta: Andi.
Sutabri, Tata. 201 “Konsep Sistem Informasi”. Andi Offset : Yogyakarta.
Yakub. 201 “Pengantar Sistem Informasi”. Graha Ilmu : Yogyakarta.
Yasin, Ferdi. 201 “Rekayasa Perangkat Lunak Berorientasi Objek”. Jakarta: Mitra
Wacana Media.
</body> </html>